 2020-06-29
2020-06-29 137
137Схемы соединений проводов в распределительной коробке для маломощных электрических сетей могут быть реализованы методом простой скрутки без применения дополнительных средств фиксации. При этом важно, чтобы шаг скрутки был как можно меньше, а длина ее – не менее 20 мм. Соединяют таким способом только жилы из однородных металлов: медь – с медью, алюминий – с алюминием.
 Не допускается применять такой метод монтажа во влажных помещениях и в деревянных домах.
Не допускается применять такой метод монтажа во влажных помещениях и в деревянных домах.
Как паять провода и что для этого понадобится
Существует очень много способов соединения проводников. В этой статье поговорим об одном из самых надёжных – пайка проводов паяльником. Процесс этот тонкий и кропотливый. Если ни разу в жизни в руках паяльник не держали, то надо будет немного поучиться. Во-первых, нужен опыт и навыки в умении пользоваться паяльным приспособлением. Во-вторых, перед тем, как паять провода, необходимо соединить их в скрутку. В-третьих, понадобится специальный инструмент и материалы.
Выполнение пайки
Одной рукой при помощи пассатижей держите скрутку проводов. Если соединяете всего два тонких провода, и длина пайки будет небольшой, то вполне можно обходиться и без скрутки. Надо только очень плотно приложить проводники друг к другу.
В другую руку возьмите разогретый до нужной температуры паяльник и наберите жалом припойный сплав. Прижмите его к месту соединения, приложив небольшое усилие. Должен произойти разогрев в этом месте, канифоль закипит и начнёт растекаться припойный сплав.
Остаётся лишь дождаться, когда сплав растечётся и заполнит все зазоры между жилами. Очень важно, чтобы соединяемые поверхности были хорошо прогреты. Потому что если припой затвердеет, а смачивание не произойдёт, получится непрочная пайка, электрики называют её «холодной» или «ложной».
Обязательно необходимо дать пайке остыть в неподвижном состоянии. Даже самое малое движение спаиваемых элементов в момент застывания припоя может повлиять на качество и прочность соединения.
Когда место пайки застынет, протрите его спиртом для удаления остатков флюса.
Осталось лишь надёжно заизолировать соединение. Можно намотать 3-4 слоя изоленты. Хорошей изоляцией служит термоусаживаемая трубка. Только не забудьте надеть её на один из проводников до начала соединения. Потом натяните её на полученный электрический узел, нагрейте при помощи фена или зажигалки, и трубка плотно обхватит соединение. Второй вариант  предпочтительнее, так как обеспечивает герметичность контактному соединению.
предпочтительнее, так как обеспечивает герметичность контактному соединению.
Соединение проводов стыковыми зажимами и овальными соединителями. Стыковка проводов с применением вилочных коушей и клиновых зажимов.
Соединения проводов контактной сети в пролетах должны иметь механическую прочность, равную прочности провода. Получить соединения проводов такой прочности с помощью различных зажимов не всегда удается. Поэтому согласно стандарту принято, что зажимы, предназначенные для механического соединения и анкеровки проводов, должны удерживать эти провода без проскальзывания и разрушения провода, включая разрушения отдельных проволок многопроволочных проводов, при нагрузке не менее трехкратной допускаемой или 90 % от минимальной разрушающей нагрузки соединяемых проводов.
В стыковых зажимах контактного провода зазор между проводами при приложении допускаемой нагрузки не должен превышать 1 мм.
Арматура, предназначенная для электрического (с обеспечением механической прочности) соединения проводов, должна удерживать эти провода без проскальзывания или срыва при нагрузках, превышающих максимальные расчетные для указанных режимов, с коэффициентом запаса не менее 1,5.
Значения предельных нагрузок, при которых арматура должна удерживать провода без проскальзывания или срыва, и схемы их приложения указываются в нормативно-технической документации.
Качество электрического контакта соединений должно удовлетворять требованиям стандартов. При хорошем качестве соединения его сопротивление должно быть не больше сопротивления такого же по длине участка целого провода.
В эксплуатации значения сопротивления для соединения проводов не должны превышать значений 1,2. Если оно равно 1,2—2, то это означает, что переходное сопротивление в контакте имеет повышенное значение, и в зависимости от ответственности узла и значений токов нагрузки и коротких замыканий для таких соединений устанавливают более частые сроки осмотров. При сопротивлении более 2 соединение считается дефектным и должно быть отремонтировано или вырезано и заменено на новое.
Стыкования рабочих контактных проводов осуществляют стыковыми зажимами, нерабочих отходящих ветвей — с помощью двух клиновых зажимов и соединительной планкой или тремя болтовыми зажимами.
Наибольшее распространение получил способ стыкования контактных проводов с использованием различных неразъемных (типа КС-059) и разъемных болтовых зажимов (типа КС-321). Ранее применялись разъемные зажимы КС-058, в настоящее время они сняты с производства и подлежат замене.
Прочность закрепления контактного провода в неразъемном стыковом зажиме во многом зависит от размеров его паза и толщины губок зажима.
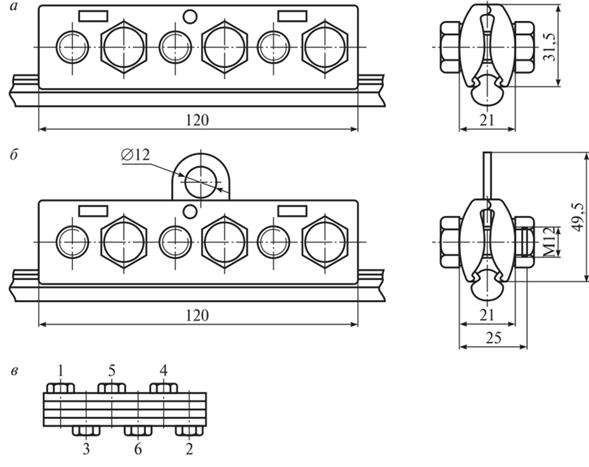
 Стыковой зажим контактного провода 059-6 (КС321-1) предназначен для стыкования контактных проводов площадью сечения 85—120 мм2, допускаемая нагрузка 12 кН (рис. 3.4), испытательная нагрузка 18 кН, разрушающая нагрузка 30 кН, допускаемый ток 720 А, масса 0,8 кг. Стыковой зажим контактного провода 059-10 (КС321-2) предназначен для стыкования контактных проводов сечением 100—120 мм2 (рис. 3.5), стыковой зажим 059-12 — для стыкования медных, медных низколегированных и бронзовых контактных проводов сечением 100 и 120 мм2 (рис. 3.6). Длительный допустимый ток зажима — 650 А, рабочее натяжение проводов — до 20 кН. Затяжка болтов должна производиться в два этапа:
Стыковой зажим контактного провода 059-6 (КС321-1) предназначен для стыкования контактных проводов площадью сечения 85—120 мм2, допускаемая нагрузка 12 кН (рис. 3.4), испытательная нагрузка 18 кН, разрушающая нагрузка 30 кН, допускаемый ток 720 А, масса 0,8 кг. Стыковой зажим контактного провода 059-10 (КС321-2) предназначен для стыкования контактных проводов сечением 100—120 мм2 (рис. 3.5), стыковой зажим 059-12 — для стыкования медных, медных низколегированных и бронзовых контактных проводов сечением 100 и 120 мм2 (рис. 3.6). Длительный допустимый ток зажима — 650 А, рабочее натяжение проводов — до 20 кН. Затяжка болтов должна производиться в два этапа:

Рис.1. Зажим стыковой 059-6 (КС-321-1) для контактных проводов сечением 85—120 мм2: 1 — плашка; 2 — вкладыш; 3 — болт М12 х 40; 4 — гайка; 5 — стыкуемые контактные провода

 Рис.2. Зажим 059-10 (КС-321-2) для стыкования контактных проводов сечением 100—120 мм2: 1 — плашка; 2 — серьга (вкладыш); 3 — болт М12 х 40;
Рис.2. Зажим 059-10 (КС-321-2) для стыкования контактных проводов сечением 100—120 мм2: 1 — плашка; 2 — серьга (вкладыш); 3 — болт М12 х 40;
4 — гайка М12
сначала — с момента 30 Нм, затем — с момента 60 Нм до стабилизации момента затяжки всех болтов (согласно схеме).
 Расстояние между зажимами при вставках в контактные провода показано на рис. 3.7. Стыкование контактных проводов нерабочих ветвей производится по схеме.
Расстояние между зажимами при вставках в контактные провода показано на рис. 3.7. Стыкование контактных проводов нерабочих ветвей производится по схеме.
Перед установкой стыкового зажима контактные поверхности зажима и соединяемых проводов должны быть зачищены. Стыковые зажимы подвешивают на струнах к несущему тросу. В случае расположения стыкового зажима от струны цепной подвески на расстоянии менее 1 м последнюю совмещают со струной стыкового зажима. При двух контактных проводах в цепной подвеске стыковые зажимы располагают на расстоянии не менее 6 м один от другого, а для улучшения токосъема контактный провод со стыковым зажимом поднимают на 30—50 мм выше второго провода. Струно- вой зажим на втором контактном проводе устанавливают на расстоянии 200—250 мм от середины стыкового зажима. Для уменьшения износа контактных проводов в местах установки стыковых зажимов при одном контактном проводе в цепной подвеске зажимы приподнимают на 10—20 мм выше соседних точек подвеса контактного провода.
Минимальная длина вставки контактного провода должна быть не менее 1,5 м. При этом стык не должен быть ближе 1 м от фиксирующего зажима.
Стыки контактных проводов должны обеспечивать плавный (без ударов и искрений) проход по ним полозов токоприемников при максимальной скорости движения поездов.
Соединения многопроволочных проводов выполняют с учетом назначения и марки проводов овальными соединителями (методом обжатия или скручивания), прессуемыми соединителями, аргонодуговой сваркой, термитной сваркой, болтовыми зажимами, с помощью вилочных коушей или клиновых зажимов и соединительных планок, цанговыми, клиноболтовыми зажимами.
Наиболее распространенным способом для многопроволочных проводов является соединение с помощью овальных соединителей. Овальный соединитель представляет собой трубку овального сечения, изготовленную из меди, алюминия или стали; трубка с обоих концов имеет развальцовку.

 Рис.4. Овальный соединитель (а) и соединения проводов, выполненные обжатием (б) и скруткой (в) соединителя; L — длина овального соединителя; S — толщина стенки овального соединителя; В — расстояние между стенками внутри овального соединителя; 1 — 10 — последовательность обжатия овального соединителя при соединении проводов
Рис.4. Овальный соединитель (а) и соединения проводов, выполненные обжатием (б) и скруткой (в) соединителя; L — длина овального соединителя; S — толщина стенки овального соединителя; В — расстояние между стенками внутри овального соединителя; 1 — 10 — последовательность обжатия овального соединителя при соединении проводов
Медные и сталемедные провода площадью сечений до 120 мм2 соединяют медными овальными соединителями СОМ (соединитель овальный для медных проводов), алюминиевые провода площадью сечения до 185 мм2 — соединителями СОА, сталеалюминиевые провода площадью сечения 185 мм2 — соединителями СОАС, стальные провода площадью сечения до 70 мм2 — соединителями СОС. Соединители на предприятии-изготовителе снабжают маркой, указывающей, для какого провода предназначен соединитель, например СОАС-70 — соединитель овальный для сталеалюминиевого провода АС-70.
Эксплуатационная надежность соединения в большой степени зависит от того, насколько тщательно выполнены обработка и очистка соединяемых концов проводов и контактных поверхностей соединителями. После подготовки к соединению концы проводов вводят в соединитель внахлестку таким образом, чтобы они выходили из соединителя на 40—50 мм. Если концы проводов будут соединяться в виде петли термитной сваркой или болтовым зажимом, то каждый конец провода выпускают из соединителя на 3/4 длины соединителя.
Обжатие овальных соединителей на проводах площадью сечения до 185 мм2 осуществляют гидравлическими или механическими прессами, например монтажными клещами МИ-19А.
Обжатие проводов проводят по рискам, нанесенным на соединителе. Овальными соединителями методом обжатия соединяют медные многопроволочные провода площадью сечения 70—120 мм2 и алюминиевые многопроволочные провода площадью сечения 120—185 мм2.
Овальными соединителями методом скручивания соединяют алюминиевые и сталеалюминиевые многопроволочные провода площадью сечения 16—95 мм2.

Рис.5. Соединение проводов методом скручивания: 1 — провод; 2 — бандаж; 3 — овальный соединитель; 4 — скрутка проводов
 Медные и сталемедные провода соединяют с помощью вилочных коушей, овальных соединителей и соединительной планки. Сталемедные и стальные провода, а также нерабочие ветви контактных проводов, имеющие натяжение не более 15 кН, соединяют с помощью двух клиновых зажимов и соединительной планки.Узел стыкования шунтируют. Свободные концы проводов, образующие шунт, могут быть соединены болтовыми зажимами или встык термитной сваркой.
Медные и сталемедные провода соединяют с помощью вилочных коушей, овальных соединителей и соединительной планки. Сталемедные и стальные провода, а также нерабочие ветви контактных проводов, имеющие натяжение не более 15 кН, соединяют с помощью двух клиновых зажимов и соединительной планки.Узел стыкования шунтируют. Свободные концы проводов, образующие шунт, могут быть соединены болтовыми зажимами или встык термитной сваркой.
Стальные провода диаметром 9—13 мм соединяют треххомуто- выми стыковыми зажимами КС-079. Провода С-50 стыкуют одним треххомутовым зажимом, провода С-70 — двумя (см. рис. 3.8, в). На зажим допускается растягивающая нагрузка не более 30 кН.
Для улучшения электрических характеристик соединений с зажимами или овальными соединителями свободные концы проводов стыкуют термитной сваркой. Термитную сварку проводов выполняют с помощью специальных термитных патронов. Такая сварка обеспечивает надежный электрический контакт. Термитной сваркой могут быть соединены алюминиевые, сталеалюминиевые и медные провода.
Термитную сварку проводов площадью сечения 50—185 мм2 осуществляют с использованием специальных сварочных приспособлений, клещей
Перед термитной сваркой концы проводов очищают до металлического блеска, тщательно обезжиривают в растворителе, дают просохнуть, а затем вставляют в термитный патрон до упора во вкладыш. Тип термитного патрона должен соответствовать диаметру свариваемых проводов.
Термитной сваркой выполняют соединения многопроволочных алюминиевых и сталеалюминиевых проводов во всех узлах контактной сети, где натяжение в стыкуемых проводах не превышает 5 кН (500 кгс).
Аргонодуговой сваркой соединяют многопроволочные провода (кроме стальных) и шины для присоединения отсасывающих, усиливающих линий и обводов, шлейфов разъединителей и электрических соединителей.
Опрессовкой с использованием безболтовых зажимов соединяют несущие тросы, алюминиевые и сталеалюминиевые провода, электрические соединители из медного многопроволочного провода между собой и с контактными проводами.
Соединение болтовыми, стыковыми цанговыми и клиновыми (клиноболтовыми) зажимами осуществляется:
• медных и сталемедных несущих тросов площадью сечения 95 и 120 мм2 — двумя стыковыми плашечнымичетырехболтовыми зажимами, стыковыми цанговыми, двумя клиноболтовыми с соединительной  планкой между ними, при временном восстановлении допускается стыкование шестью соединительными двухболтовыми зажимами;
планкой между ними, при временном восстановлении допускается стыкование шестью соединительными двухболтовыми зажимами;
медных и сталемедных проводов площадью сечения 50 и 70 мм2 — двумя клиновыми зажимами с соединительной планкой между ними или тремя двухболтовыми соединительными зажимами;
алюминиевых и сталеалюминиевых проводов площадью сечения 16—185 мм2 — стыковыми цанговыми или тремя соединительными зажимами;
сталеалюминиевых проводов марки ПБСА-50/70 — двумя клиноболтовыми зажимами с соединительной планкой между ними;
стальных тросов — двумя клиновыми зажимами с соединительной планкой между ними или треххомутовыми зажимами.
Рис.6. Стыкование провода ПБСА-50/70: I — зажим клиновой 035; 2 — клин болтовой 038-3; 3 — соединительная планка; 4 — зажим 064
Болтовые соединительные зажимы следует устанавливать на расстоянии между ними не менее полуторной длины зажима.
Выступающие из клиновых и клиноболтовых зажимов концы проводов должны быть отогнуты. Отогнутые концы сталемедных проводов соединяют одним плашечным зажимом, медных и сталеалюминиевых проводов марки ПБСА-50/70 — двумя зажимами.








