 2020-06-29
2020-06-29 235
235Опиливание металла
Опиливание металла - простейшая операция металлообработки Опиливание – это слесарная металлообработка, во время которой происходит снятие материала с поверхности детали с помощью напильника.... Насечку рашпилем получают с помощью вдавливания металла специальными зубцами состоящими из трехгранника.
Классификация напильников
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу n насечек (зубьев) на 10 мм длины напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4 и 5.
К первому классу относятся напильники с насечками № 0 и 1 (n = 4—12). Их называют драчевыми. Они имеют наиболее крупные зубья и служат для грубого опиливания.
Ко второму классу относятся напильники с насечками № 2 и 3 (n = 13—24). Их называют личными и применяют для чистого опиливания.
К третьему, четвертому, пятому и шестому классам относятся напильники с насечками № 4 и 5 (n ≥ 28). Их называют бархатными и применяют для окончательной обработки и доводки поверхностей.
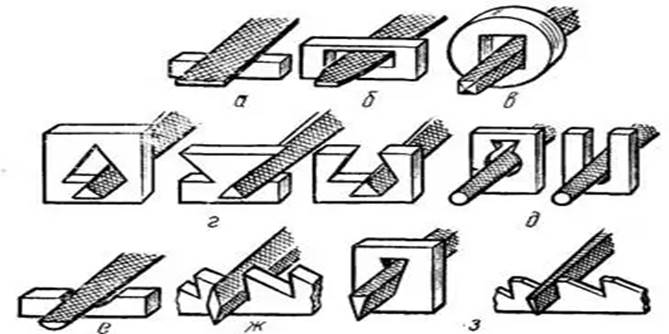
По форме поперечного сечения напильники делятся на следующие типы:
- Плоские (рис, а), плоские остроносые (рис, б) — применяют для опиливания наружных или внутренних плоских поверхностей, а также для пропиливания шлицев или канавок;
- Квадратные (рис, в) — применяют для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- Трехгранные (рис, г) — служат для опиливания острых углов, составляющих 60° и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заострения полок по дереву;
- Круглые (рис, д) — используют для распиливания круглых или овальных отверстий и вогнутых поверхностей малого радиуса;
- Полукруглые (рис., е) с сегментным сечением — применяют для обработки вогнутых криволинейных поверхностей большого радиуса и больших отверстий (выпуклой стороны); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
- Ромбические (рис, ж) — применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также для опиливания углов более 15° и пазов;
- Ножовочные (рис, и) — служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также для изготовления режущих инструментов и штампов

Подготовка к опиливанию
Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде всего наиболее рационально разложить инструменты и заготовки на нем. Размеченную заготовку прочно зажимают в тисках. При этом поверхность обработки должна быть выше уровня губок тисков.
Стойка слесаря
Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует вполоборота к верстаку на расстоянии 150...200 мм от его переднего края, левую ногу выставляют вперед по направлению движения напильника. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Четырьмя пальцами обхватывают ручку, а большой палец накладывают сверху и прижимают к ручке. Вытянутые пальцы левой
руки кладут на носок напильника, отступив от края на 20...30 мм








