 2020-07-01
2020-07-01 280
280Учебная практика
Тема: Инструктаж по охране труда и правил техники безопасности в учебных мастерских. Ознакомление с правилами наплавления и сварки.
Общие требования безопасности
К электросварочным работам под руководством мастера п/о допускаются студенты не моложе 15 лет, прошедшие инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья.
Основными опасными факторами при электросварочных работах являются:
• возможность получения электротравмы при выполнении сварочных работ;
• излучение электрической дуги;
• выделение вредных газов и паров;
• запыленность;
• возможность механического травмирования при подготовке и производстве работ;
• пожарная опасность при всех видах огневых работ.
Студенты обеспечиваются специальной одеждой, специальной обувью и средствами индивидуальной защиты, предусмотренными для электросварщика:
• брезентовым костюмом (защитные свойства «Тр»);
• кожаными ботинками (защитные свойства «Тр»);
• брезентовыми рукавицами (тип «Е», защитные свойства «Тр»);
• щитком сварщика (ТУ 36-2455—82) или наголовным щитком с каской для электросварщика (ТУ 5.978-13373—82) со специальными светофильтрами (Э-1, Э-2 или Э-3);
• очками защитными ЗП1-90.
Запрещается работать в промасленной спецодежде и рукавицах, а также выполнять сварочные работы с закатанными рукавами и расстегнутым воротом.
Обучающиеся должны соблюдать правила внутреннего распорядка учебного заведения, расписание занятий, установленный режим труда и отдыха.
За каждым студентом в учебных мастерских закрепляется постоянное рабочее место.
Электросварочные работы производятся в присутствии мастера производственного обучения, под его постоянным руководством и наблюдением.
Допустимая продолжительность работ в учебных мастерских не превышает 3ч в день.
При работе на электросварочном оборудовании необходимо соблюдать правила пожарной безопасности, знать места расположения первичных средств пожаротушения.
О несчастном случае следует уведомить мастера производственного обучения, который сообщает об этом администрации училища!
При неисправности оборудования необходимо прекратить работу и поставить об этом в известность мастера производственного обучения.
В процессе работы следует соблюдать правила ношения спецодежды, пользования индивидуальными и коллективными средствами защиты, соблюдать правила личной гигиены, содержать в чистоте рабочее место.
При невыполнении или нарушении инструкции по охране труда студенты привлекаются к ответственности, а со всеми обучающимися проводится внеплановый инструктаж по охране труда.
Требования безопасности перед началом работы
Перед началом работы студент должен:
• осмотреть рабочее место;
• проверить надежность заземления корпуса электросварочного аппарата;
• убрать с рабочего стола посторонние и ненужные для работы предметы, убедиться в том, что вблизи места работы нет легковоспламеняющихся материалов и горючих жидкостей;
• внешним осмотром проверить исправность сварочной части аппарата;
• включить вентиляцию.
Требования безопасности во время работы
При выполнении работ нужно следить за тем, чтобы руки, обувь и одежда всегда были сухими.
Необходимо работать с исправным электродержателем, рукоятка которого изготовлена из огнестойкого изолирующего материала.
Студент, как и электросварщик, не имеет права самостоятельно подключать к электрической сети сварочные трансформаторы и другое сварочное оборудование. Подключение оборудования входит в обязанности электромонтера.
Свариваемой детали необходимо придать устойчивое положение с помощью специальных приспособлений.
Не разрешается смотреть на сварочную дугу без защитной маски со светофильтром.
В качестве обратного провода сети заземления нельзя использовать металлические строительные конструкции здания, коммуникации и несварочное техническое оборудование.
При смене электродов для огарков использовать металлический ящик.
При кратковременных перерывах в работе не разрешается класть электродержатель на землю или пол. Его необходимо повесить на
специальный штатив.
При зачистке поверхностей свариваемого изделия или удалении с наплавленного металла слоя нагара следует пользоваться защитными очками. Напильники для зачистки должны быть в исправном состоянии с хорошо насаженными ручками.
Не разрешается оставлять без присмотра сварочный аппарат, включенный в сеть.
Требования безопасности в аварийных ситуациях
При неисправности сварочного аппарата и сварочных проводов, а также повреждении защитного заземления корпуса сварочного аппарата следует прекратить работу и выключить его. Работу можно продолжать только после устранения неисправности.
При коротком замыкании и загорании сварочного аппарата необходимо немедленно отключить электропитание и приступить к тушению очага возгорания углекислотным либо порошковым огнетушителем или песком.
При поражении электрическим током нужно немедленно отключить сварочный аппарат, оказать пострадавшему первую помощь, при отсутствии дыхания и пульса сделать ему искусственное дыхание или непрямой массаж сердца до восстановления дыхания и пульса и отправить в ближайшее лечебное учреждение.
Студенты обязаны знать пути эвакуации в аварийных ситуациях, порядок своих действий и расположение средств пожаротушения, уметь пользоваться этими средствами и оказывать помощь пострадавшим.
Требования безопасности по окончании работы
По окончании работы необходимо:
• отключить сварочный аппарат от сети и после его остывания убрать в отведенное для хранения место;
• отсоединить провод с электродержателем от сварочного оборудования и убрать их;
• привести в порядок рабочее место и принять меры по предупреждению возникновения очага пожара;
• очистить стекло, защищающее светофильтр щитка от брызг металла, убрать инструмент и защитные средства;
• выключить вытяжную вентиляцию;
• снять спецодежду, тщательно вымыть руки с мылом, принять душ и прополоскать рот.
Об окончании работы следует поставить в известность мастера производственного обучения
ПОЛОЖЕНИЕ СВАРНОГО СОЕДИНЕНИЯ
Положение шва при сварке может быть нижним, горизонтальным, вертикальным и потолочным. Рассмотрим каждый из поподробнее.
НИЖНЕЕ ПОЛОЖЕНИЕ
Нижнее положение часто встречается в работе у новичков, поскольку им обычно поручают сварку несложных металлоконструкций. К сварке в нижнем положении не предъявляются строгие требования по качеству. В нижнем положении возможна сварка стыковых и угловых швов.

В нижнем положении можно выполнить и одностороннюю, и двустороннюю сварку. При этом качество шва будет довольно неплохим, он будет прочным и надежным. Кстати, такой метод сварки один из самых высокопроизводительных. Большой скорости сварки удается достичь как раз благодаря простоте выполнения такого шва. Единственный минус нижнего положения — высокая вероятность образования прожогов при отсутствии должного опыта. Несмотря на это, нижнее положение самое простое и легко выполнимое.
ГОРИЗОНТАЛЬНОЕ ПОЛОЖЕНИЕ
Горизонтальное положение в пространстве кажется простым на первый взгляд. Но по факту выполнение швов в таком положении сопряжено с рядом трудностей. Под действием силы тяжести металл может затекать прямо под кромки, мешая сформировать качественный шов. Поэтому нужно подрезать кромки под небольшим углом, такой метод разделки называется косым. При этом нужно подрезать только верхнюю деталь.
Конечно, для выполнения сварки в горизонтальном положении нужна квалификация и опыт, но при должном старании этому делу легко можно обучиться. Если вы новичок, то вас скорее всего не допустят к выполнению таких работ, но вы можете самостоятельно потренироваться на ненужных кусках металла.
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ
При вертикальном положении металл также стекает вниз из-за силы тяжести. Поэтому нужно соблюдать ряд правил, которые помогут не наделать ошибок. Во-первых, старайтесь варить на очень короткой дуге. Это непросто, если вы начинающий сварщик, но когда-то ведь нужно начинать 🙂 Благодаря короткой дуге металл будет дольше оставаться к сварочной ванне, а не стекать вниз.
Также рекомендуем применять специализированные электроды. У них, как правило, есть особое покрытие, благодаря которому увеличивается вязкость сварочной ванны. Это также способствует меньшему стеканию металла.
Можно выполнять сварку как сверху-вниз, так и снизу-вверх. Если для вас важнее качество шва, то лучше варить снизу-вверх. А если важна скорость сварки, то лучше варить сверху-вниз. Если важно и то, и другое, то выбирайте траекторию движения исходя из условий работы.
ПОТОЛОЧНОЕ ПОЛОЖЕНИЕ
Такой вид пространственного положения самый трудоемкий. Эту работу поручают только опытным мастерам высокой квалификации. Обычно такие мастера выполняют работу без брака и дефектов. Это часть их обязанностей. Мы рекомендуем располагать детали горизонтально, а электрод вести вертикально. Самая главная проблема, с которой вы столкнетесь — стекание расплавленного металла вниз. Но эта проблема решаема, нужно просто соблюдать наши рекомендации.
Прежде всего, здесь так же поможет короткая дуга. Дополнительно можете установить меньшее значение сварочного тока, чтобы металл плавился медленнее. Также используйте электроды небольшого диметра и с тугоплавким покрытием. Оно позволит удержать капли расплавленного металла. Также рекомендуем постоянно менять дистанцию между электродом и сварным соединением. Буквально на пару миллиметров.
Не стоит варить в потолочном положении, если металл тонкий. Вы просто получите некачественный шов, он будет пористым и разрушится при эксплуатации или транспортировке. Постарайтесь использовать любые другие положения. И только если сварка в любом другом положении невозможна, применяйте потолочное.
ПОЛОЖЕНИЕ ЭЛЕКТРОДА
Положение и движение электрода при сварке также очень важно. Приведем простой пример. Вам нужно сварить нижний шов. В таких ситуациях качество шва во многом зависит от количества шлака, образующегося во время сварки. Шлак может либо испортить вашу работу, либо поспособствовать улучшению качества сварного соединения, нужно просто контролировать этот процесс. И правильное положение электрода как раз помогает следить за количеством шлака, увеличивать или уменьшать его количество.
Положение электрода при сварке бывает трех видов: углом вперед, углом назад и прямо (или под 90 градусов). Давайте подробнее рассмотрим каждый вид.
СВАРКА УГЛОМ ВПЕРЕД

Сварка углом вперед при ручной дуговой сварке применяется редко. Это связано с тем, что во время сварки шлак образуется и скапливается перед электродом, из-за чего варить неудобно. К тому же шлак будет мешать устойчивому горению дуги, при этом ухудшится качество шва. Но такое положение оправдано, если вы выполняете сварку в труднодоступном месте.
СВАРКА УГЛОМ НАЗАД

Сварка углом назад используется, когда нужно сварить стыковые или угловые швы. В таком положении шлак вытесняется из сварочной ванны, то в общем-то хорошо. При этом сварное соединение очень быстро кристаллизируется.
ПОД 90 ГРАДУСОВ
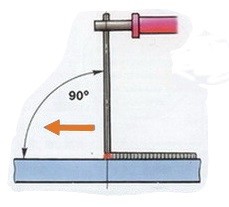
Очень интересное положение. Благодаря ему сварщик может довольно точно управлять движением шлака, направляя его в сварочную зону в необходимом количестве. Это очень хорошо для сварного соединения. Но нужно следить за тем, чтобы шлак не оказался впереди электрода. Если это случилось, смените положение на «углом назад» и измените направление шлака.
Многие новички спрашивают, какой угол наклона электрода при сварке универсальный или самый лучший. Не существует ответа на этот вопрос. Только в процессе работы можно точно определить, какое положение будет оптимальным. А может случиться так, что вам по ходу работы придется несколько раз менять положения с одного на другое.
Описанные выше положения применимы к формированию сварного соединения с помощью ручной дуговой сварки. Если вы планируете работать с полуавтоматом или автоматом, то нужно будет учесть особенности используемого защитного газа.








