 2020-07-01
2020-07-01 139
139
Контрольні питання
1. Що таке пастеризація продукції?
2. Що таке стерилізація продукції? З якою метою її проводять?
3. З яких параметрів складається формула стерилізації?
4. Що таке летальний час? Які чинники впливають на летальний час?
5. Від чого залежить летальна температура стерилізації?
6. Від чого залежить тривалість стерилізації?
7. Чому продукт прогрівають саме до температури 121,1 оС?
8. Що таке фактична летальність і з чим її порівнюють?
9. Для яких мікроорганізмів розраховують необхідну летальність стерилізації?
10. Що ви знаєте про ботулізм?
Лабораторна робота № 5
Тара, що використовується для фасування
готової консервної продукції
Мета роботи:
1. Ознайомитись з різними видами тари, що використовується для фасування готової консервної продукції.
2. Розрахувати перевідні коефіцієнти для скляної тари.
3. Навчитись визначати види тари відповідно до зразків.
Теоретична частина
Консервування плодів і овочів в герметично укупореній тарі – це один із методів тривалого зберігання продукту зі збереженням його якості.
Виготовлення консервів у герметичній тарі вперше було розпочато у Франції Н. Аппером на початку XIX століття. В Россії цей метод консервування був вперше впроваджений засновником Харківського університету В.Н. Каразіним (1773 – 1842).
 Для консервів з плодів і овочів застосовують переважно скляну тару, для інших консервів – банки з білої жерсті. Останню називають бляшаною. Бляшану тару виготовляють із білої луженої жерсті завтовшки 0,22 – 0,36 мм. Олово, що застосовується для лудіння, має бути чистим, домішок свинцю допускається не більше 0,04 %.
Для консервів з плодів і овочів застосовують переважно скляну тару, для інших консервів – банки з білої жерсті. Останню називають бляшаною. Бляшану тару виготовляють із білої луженої жерсті завтовшки 0,22 – 0,36 мм. Олово, що застосовується для лудіння, має бути чистим, домішок свинцю допускається не більше 0,04 %.
Циліндрична бляшана консервна банка складається з корпусу і дінець, або "кінців" Для утворення корпусу кінці пластинки, що утворюють циліндр, з’єднують "в замок" (або рос. "внахлёстку"). В обох випадках для отримання герметичного поздовжнього шву його піддають паянню зовні.
Щоб кришки краще чинили опір внутрішньому тиску і не деформувались під час штампування, на них видавлюють концентричні круги.
Для герметичного з’єднання корпусу банки з кришками застосовують закаточні машини. На крайки кришки накладають резинове кільце або наносять резинову пасту.
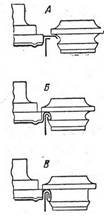
Рис. 3. Схема закатки консерв-них банок
Під час закручування банок перший ролик машини підгинає фланці кришки і корпусу банки (рис. 3, А, Б), другий ролик обтискує їх, внаслідок чого утворюється щільний герметичний шов (рис.1, В).
Із скляної тари до цих пір ще застосовують широкогорлі скляні банки СКО (скляна консервна обтискна) ємністю 0,5; 1,0; 1,5; 2,0; 3,0 л (рис. 4). На банках при укупорюванні обтискають жерстяні кришки, в які вставлені резинові кільця. Резинове кільце щільно притискається до виступаючого зовні банки випуклого вінця, внаслідок чого і створюється герметичість укупорювання.
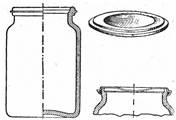
Рис. 4. Консервна скляна банка (СКО).
Укупорювання проводять на вакуум-укупорювальних машинах. Спочатку з банки викачують повітря, а потім проводять обтискання кришки. Консервні банки виготовляють із термостійкого скла, тому вони витримують нагрівання при стерилізації, вакуум та тиск.
Як пакування для соків широко використовуються поряд із бляшаною тарою скляна й полімерна тара.
Скляна тара. Скляна тара поряд із бляшаною є основним видом пакування, що застосовується в консервній промисловості. Скляна тара може бути різної форми й місткості, з білого (безбарвного), напівбілого або кольорового (коричневого, темно-зеленого) скла. Для фасування соків найчастіше застосовують пляшки місткістю 0,2 - 0,5 л вузько- та широкогорлі (рис.5). Такі пляшки повинні мати мінімальну масу, високу механічну й термічну міцність, стандартні типорозміри. Європейськими країнами були прийняті уніфіковані типорозміри скляної тари.Це дозволяє повторно використовувати скляну тару під час взаємних поставок, а також уніфікувати вузли й деталі технологічного устаткування. Для фасування соків і інших рідких харчових продуктів використовують багатооборотні скляні пляшки та пляшки одноразового користування.
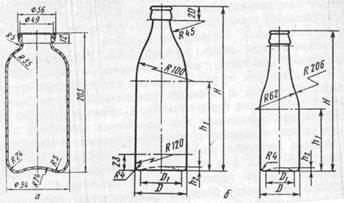
Рис. 5. Скляні пляшки для соків:
а — широкогорлі; 6 — вузькокогорлі.
Розміри пляшок для соків.
Таблиця 7
| Показники | ГОСТ 10117-72, тип XI | Стандарти Болгарії | Европляшка | ||
| БДС 2881-68 | ОН 184-68 | ||||
| Місткість, см3: | |||||
| номінальна | 500 | 200 | 500 | 250 | 700 |
| повна | 500 ± 10 | 215 ± 7 | 520 ± 7 | 265 ± 10 | - |
| Зовнішній діаметр циліндричної частини, мм | 72 - 2 | 55 - 2 | 71 ± 1 | 59 ± 1 | 80 |
| Висота, мм | 230 - 3 | 195 - 3 | 230 - 3 | 198 ± 1,5 | 224 |
| Вага пляшки, г, не більше | 400 | 240 | 370 | 250 | 365 |
Пляшки для одноразового вживання, що випускаються за кордоном, мають малу масу, товщина стінок таких пляшок 1,8—2,0 мм. Для підвищення міцності пляшки покривають плівкою з полімерних матеріалів товщиною 0,08—0,18 мм. Для нанесення покриття на пляшку надівається рукав з полімеру, що у процесі проходження пляшки крізь теплову камеру щільно її обтискає. Можливе також нанесення покриття розпиленням чи зануренням пляшки в розчин полімеру або інші способи. Такі пляшки після використання розмелюються на спеціальній машині в дрібну крихту.
Для герметизації скляної тари застосовують звичайно бляшані або алюмінієві кришки з гумовою або полімерною ущільнювальною прокладкою. Типи укупорки, тобто конструкція горловини банки або пляшки й кришки, й спосіб закупорювання скляної тари дуже різноманітні. Розрізняють способи закупорювання обтискання, нагвинчуванням та обкатуванням роликами. Залежно від розташування ущільнювальної прокладки розрізняють торцеві й бічні ущільнення. У перших прокладка служить тільки для герметизації, а кришка на тарі тримається завдяки кільцевим або різьбовим виступам на горловині, які входять у контакт із відповідними елементами кришки (суцільне гвинтове різьблення, окремі різьбові виступи або підігнутий край тощо). При бічних ущільненнях кришки тримаються на горловині тари завдяки силі зчеплення, що виникає між бічною поверхнею горловини й ущільнювальною прокладкою. У цьому випадку прокладка забезпечує не тільки герметичність укупорювання, але й закріплення кришки на горлі.
Для закупорювання пляшок застосовують тільки торцеві ущільнення у вигляді гумових, коркових або пластмасових прокладок або заливка кришок спеціальною пастою. Паста може заливатися суцільним шаром на всю поверхню кришки або наноситися у вигляді кільця тільки по периметру.
Найпоширенішим видом укупорювання вузькогорлих пляшок у Болгарії й ряді інших Європейських країн є укупорювання типу «Кроун-корк», що являє собою корончасті кришки з ущільнювальними прокладками. Під час укупорювання кришки деформуються й обтискаються на венчіку горловини, міцно закріплюючи й ущільнюючи прокладку на торці венчіка.
Прокладки із пресованої пробки забезпечують герметичність тільки за умови нанесення на них шару фольги. Найкращими є прокладки з еластичних полімерних матеріалів.
В Англії для укупорювання пляшок застосовують лаковані алюмінієві корончасті кришки, на які для герметизації укупорювання наносять тонкий шар полівінілхлориду у вигляді кільця на границі переходу верхньої гладкої частини в бічну гофровану.
У країнах СНД поширеноукупорювання вузькогорлих пляшок корончатими бляшаними або алюмінієвими кришками із прокладкою з полімерних матеріалів або суцільного шару пасти.
У Германії для укупорювання вузькогорлих пляшок місткістю 1,5 та 2,0 л із соками й напоями запропонований новий газонепроникнений ковпачок із особливо міцних алюмінієвих сплавів із різьбленням та запобіжним кільцем, що витримує великий тиск рідини.
Корончаті кришки у Германії виготовляють із кільцеподібними вкладишами із пластмаси типу «Трипль-сил». На кришках знаходяться три концентричних кільця із пластмаси, які при укупорюванні щільно облягають венчік горловини пляшки. Кришки виготовлені з жерсті товщиною 0,27 мм, тому вони піддаються тільки незначній деформації. Пластмаса добре зчіплюється із кришкою, розташовується на ній рівномірно та забезпечує високий ступінь ущільнення, що не порушується під час стерилізації.
Для закупорювання вузькогорлих пляшок застосовуються також різні ковпачки з полімерних матеріалів.
У Германії розроблений новий тип укупорювання, що являє собою ковпачок, виготовлений зі сплаву алюмінію товщиною 0,22 мм із внутрішнім ущільненням із пластмаси. Ковпачок легко знімається із пляшки й здатний витримати внутрішній тиск у пляшці до1Мпа.
У Швейцарії застосовуються ковпачки багаторазового вживання, виготовлені з поліпропілену. Ковпачок має по одному ущільнювальному виступу всередині й зовні та бічний виступ, що при відкриванні піднімається знизу пальцем. Герметичність укупорювання при пастеризації не порушується.
Для укупорювання широкогорлих пляшок і банок найпоширеніші в більшості Європейських країн і Україні два типи кришок: «Еврокап» (обтискна) та «Твіст-Офф» (різьбова).
Кришка «Еврокап» є видозміною укупорювання «Кроун-корк» обтискного типу з торцевим ущільненням. Відповідно до державного стандарту венчік горловини банки для цієї кришки виконаний у вигляді конічного кільцевого виступу й розташованого під ним упорного виступу, що призначений для полегшення відкривання банок. Торцева поверхня венчіка, до якого прилягає ущільнювальна прокладка, має кільцеву канавку для поліпшення ущільнення. Банки випускаються з діаметром горла 68 та 82 мм.
Під час укупорювання горловина з надітою на неї кришкою вводиться в обтискний циліндр, у якому спочатку борт кришки деформується й ущільнювальна прокладка притискається до торця горловини банки, а потім нижній край борта кришки підгинається під виступ горловини, чим забезпечується механічне закріплення кришки на горловині банки.
Фірма «Массиллі» (Італія) виготовляє кришки «Еврокап» із прокладками на латексній основі, що мають високу жорст 





 кість і не деформуються під час стерилізації вище 100°С. При застосуванні прокладок з полівінілхлориду, які пом’якшуються при високій температурі, можливе продавлювання їх середньої частини торцем банки й порушення герметичності укупорювання. Для усунення цього явища необхідно застосовувати паровакуумну закатку для утворення всередині банок вакууму, що забезпечить щільне прилягання кришки до торця банки та необхідну герметичність укупорювання.
кість і не деформуються під час стерилізації вище 100°С. При застосуванні прокладок з полівінілхлориду, які пом’якшуються при високій температурі, можливе продавлювання їх середньої частини торцем банки й порушення герметичності укупорювання. Для усунення цього явища необхідно застосовувати паровакуумну закатку для утворення всередині банок вакууму, що забезпечить щільне прилягання кришки до торця банки та необхідну герметичність укупорювання.
Кришка «Твіст-Офф»- гвинтового типу із багатозахідним різьбленням та торцевим ущільненням. Кришка нагвинчується машиною без деформації металу, а відгвинчується вручну поворотом проти годинникової стрілки. Кришка «Твіст-Офф» у більшості випадків використовується тільки для укупорювання банок з консервами, які стерилізуються при температурі не вище 100°С, тому що при підвищенних температурах ущільнювальна прокладка розм’якшується. Венчік горловини банки для кришки «Твіст-Офф» виконаний у вигляді циліндра з коротким багатозахідним різьбленням. Банки під кришку «Твіст-Офф» випускаються з діаметром горловини 66 і 82 мм. Венчік горловини першої має чотири заходи різьблення, другий - шість. Торець горловини банки являє собою вузьку кільцеву площину із закругленими краями. Кришка «Твіст-Офф» має нижній край венчіка, загнутий всередину та утворює суцільний ободок, що у декількох місцях має гвинтові виступи, які заходять під витки різьблення на горлі банки. Всередині кришки по периферії її торцевої частини розташована ущільнювальна прокладка. Центральна частина кришки опукла. Під час закупорювання кришки нагвинчуються на горловину банки, при цьому кришка притискається амортизаційними пружинами до торця горловини для створення ущільнення й одночасно повертається за годинниковою стрілкою до упору гвинтових виступів кришки у витки різьблення на горловині банки.
При транспортуванні консервів герметичність укупорювання може порушитися, тому банки із кришками «Твіст-Офф» повинні обов'язково укупорюваться під вакуумом. Для цього укупорювальний механізм звичайно цілком поміщають у парову камеру. Пара заповнює банку під час закупорювання, а після охолодження конденсується, створюючи в ній вакуум. Наявність вакууму в банкі визначається по зовнішньому вигляду кришки: при вакуумі центральна частина кришки утягнена, без вакууму - опукла. Величина залишкового тиску в банках, укупорених кришками «Твіст-Офф», повинна бути не нижче 26,6 кПа.
Закупорювання банок та пляшок кришками здійснюється укупорювальними автоматами.
У Данії виготовляється універсальний автомат, придатний для закупорювання скляних банок кришками «Омнія», «Еврокап» та «Твіст-Офф» під вакуумом. Продуктивність автомата із двома закупорювальними голівками 3000-3600 банок на годину.
В Україні Сімферопольським СКБ Продмаш розроблений паровакуумний закупорювальний автомат Б4-КУТ-2 для закупорювання банок кришками «Твіст-Офф». Машина роторного типу із шістьома закупорювальними голівками має продуктивність 125 банок за хвилину. Закупорювання здійснюється в результаті фрикційного впливу на торець кришки обертової гумової шайби.
Полімерна тара. Тара з полімерних і комбінованих матеріалів знаходить все більш широке застосування для розфасовки різних харчових продуктів. Переваги такої тари перед скляною та бляшаною полягають у її легкості, дешевизні, достатній механічній міцності, можливості одержання пакувань різної форми та кольору, хімічної інертності, відносної простоти виготовлення з використанням механізованих високопродуктивних ліній.
Тара з полімерних матеріалів досить різноманітна. Однак в харчовій промисловості може бути використана тара з полімерів, що відповідають наступним вимогам: механічна міцність; хімічна стійкість до дії компонентів харчового продукту; безпека в гігієнічному відношенні, тобто неможливість переходу в харчовий продукт із полімерного матеріалу сторонніх речовин, що можуть змінити запах чи смак або шкідливо впливаючих на організм людини; водо-, паро- і газонепроникненність; невисока вартість вихідної сировини; висока технологічність. Під час використання для розфасовки соків важливе значення має також світлонепроникненність пакувань.
Найпоширенішим полімерним пакувальним матеріалом, який використовують в харчовій промисловості, є целофанова плівка, отримана на основі регенерованої целюлози. Іншим матеріалом, який широко застосовується є поліетилен низької і високої щільності, а також полістирол і матеріали,які отримані на основі сополімерів та полімерів вінилхлориду тощо.
Целофан характеризується високою механічною міцністю, хімічною стійкістю, низькою газопроникненністю, але він дуже гігроскопічний та не піддається термічному зварюванню.
Поліетилен має високу еластичність, низьку паpoпроникненність, водостійкість, хімічну стійкість, легко зварюється, але механічна міцність його низька він газопроникний.
Полістирол дешевий, легко формується, має високу хімічну стійкість, але невисока теплостійкість та більша крихкість обмежують його застосування.
Матеріали на основі полімерів і сополімерів вінілхлориду мають високу хімічну стійкість, малу паро-, водо- та газопроникненність, легко формуються, піддаються термозварюванню, не горючі, економічні. Їх широко застосовують для виготовлення дрібної тари – пляшок, банок, склянок і ін.
Незважаючи на різноманітність полімерних матеріалів, серед них немає жодного, у якому б сполучались всі необхідні для розфасовки харчових продуктів властивості. Тому в останні роки все ширше починають застосовувати комбіновані багатошарові матеріали, що складаються із двох або декількох шарів полімерних матеріалів чи полімерних матеріалів у сполученні з папером, картоном або алюмінієвою фольгою.
Існують два основних способи одержання комбінованих матеріалів: нанесення шару сополімера на основний матеріал та склеювання одинарних плівкових матеріалів за допомогою адгезивів. У першому способі як основний матеріал можуть бути використані полімерна плівка, папір, картон, алюмінієва фольга або тканина.
Для фасування натуральних та концентрованих соків нині використовують полімерну тару двох типів: паперову або картонну з полімерним покриттям і пляшки із твердого полівінілхлориду. Паперова або картонна тара має форму тетраедрів або прямокутну й складається з декількох шарів матеріалу: лак (або парафін) – папір – алюмінієва фольга – поліетилен. Виготовляється така тара на потокових високопродуктивних лініях «Цу-Пак» (ФРН), «Полі-Пак» (Швейцарія), «Пьюр-Пак» (США) і «Тетра-Пак» (Швеція). Залежно від конструкції та розміру тари продуктивність ліній може бути від 60 до 300 пакувань за хвилину.
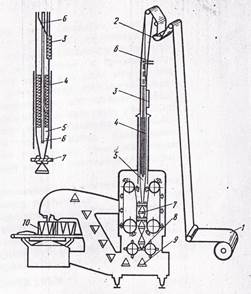
Рис. 6. Схема процесу фасування соків в полімерну тару на лінії «Тетра-Пак Асептик»:
1 — пакувальний матеріал; 2 — ванна з перекисом водню; 3 — поздовжній зварювальний елемент; 4 — нагрівач; 5 — стерильна камера; 6 — наповнююча трубка; 7 — поперечний зварювальний елемент; 8 — ніж; 9 — транспортер; 10 — укладальник.
У лінії «Тетра-Пак Асептик», призначеної для асептичного розливу соків та інших рідких продуктів (рис. 6), пакувальний матеріал (парафін — папір — алюмінієва фольга — поліетилен) подається у вигляді стрічки, що стерилізується при проході через ванну з розчином перекису водню, потім відразу формується в безперервну трубу навколо вертикального опорного оправлення й зварюється безперервним поздовжнім швом. Внутрішня поверхня цієї труби нагрівається інфрачервоним обігрівачем до 400°С впродовж 3-5 с. При цьому відбувається додаткова бактеріальна обробка поверхні матеріалу та видалення залишків перекису водню. Сік, стерилізований асептичним способом або з додаванням хімічних консервантів, подається в стерильну пакувальну трубу. По мірі заповнення труби поперечні зварювальні елементи роблять зварювання поперечних швів, в результаті чого утворюється ланцюг тетраедрів, що на вирубній станції автомата ножем розрізається на окремі пакування, які спеціальним пристосуванням укладаються в транспортні кошики.
Пакування з чотирьохшарового матеріалу мають високу герметичність та запобігають потрапляння мікроорганізмів в сік, дії світла й втрати вологи. Сік в такій тарі може зберігатись до року без зміни натуральних властивостей.
Як тара для соку, що підлягає швидкій реалізації, можуть використовуватись двошарові впакування: целофан – поліетилен (ПЦ-2, віскотен) або папір – поліетилен. Зберігання соків в звичайних умовах при цьому обмежується декількома днями, холодильне зберігання може бути більш тривалим.
Проведені дослідження показали, що заморожені соки (яблучний, виноградний, томатний, вишневий, червоносмородиновый та ін.), які розфасовані в пакети з комбінованих матеріалів двох- або тришарових, під час зберігання в холодильнику при температурі від -18 до -20 °С зберігали високу якість при зберіганні протягом більше року, засміченість соків спорами бактерій практично не змінилась.
Дефростація заморожених соків здійснюється безпосередньо в упаковці на повітрі або в проточній воді. Після дефростаціі соки без розкриття пакування можуть зберігатися при кімнатній температурі 1 добу, в домашніх холодильниках до 1 тижня без погіршення якості.
Поряд з пакетами застосовуються й інші види полімерної та комбінованої тари місткістю від 0,25 л до декількох тонн. Великогабаритну тару у вигляді контейнерів і резервуарів використовують для перевезення й зберігання соків і інших рідких та пюреподібних продуктів. Так, у США випускають для затарювання концентрованих соків шестигранні контейнери з алкатену місткістю 1140 л. У верхній частині контейнер має велику з’ємну кришку для санітарної обробки, в днищі - вентиль для зливу продукту.
Для зберігання й транспортування одинарних соків та інших рідин випускають резервуари з поліетилену місткістю від 380 до 19000 л. Резервуари встановлюють в сталеву раму в вигляді піддона й разом з нею завантажують на автомобільний або залізничний транспорт за допомогою виделкового навантажувача.
В Англії виготовляють велику поліетиленову тару місткістю від 25 до 120 л у вигляді барабанів, бочок і барил, які застосовують як тару для соків, вина й пива.
За кордоном використовують новий пластмасовий контейнер «Евротай-нер» на 25 л. Контейнер виготовлений шляхом видування з поліетилену високої щільності й великої молекулярної маси. Форма його й прийняті радіуси закруглень забезпечують максимальну механічну міцність під час ударів при штабелюванні. Широка складна ручка дозволяє переносити контейнер. Контейнер призначений для зберігання концентрованих соків та інших рідких продуктів.
У США використовують удароміцний полістирол для виготовлення пляшок для кока-коли, дрібних банок місткістю 75 –80 г для концентрованих соків та контейнерів для фруктових напоїв і соків.
Пляшки з рідкого полівінілхлориду випускаються різної місткості та форми (рис. 7).

Рис. 7. Пляшки з полімерних матеріалів.
Хід виконання роботи
1.Ознайомитись із технічними умовами ТУ У 26.1 – 00293516 – 003 – 2001 ″Банки скляні для консервів″.
2. Уважно розглянути видані зразки тари різних типів. Вивчити будову вінця горловин банок, зробити заміри діаметрів вінця і порівняти з даними нормативного документа.
3. Дослідити форму, основні параметри і розміри дослідних зразків банок за кресленнями № 13, 24, 26, 27. Отримані дані занести до таблиці 8.
Таблиця № 8.
| № зразка | Характеристика вінця горловини | Номінальна ємність, мл | Загальна висота Н, мм | D циліндричної частини D,мм | Пухирці | Домішки | ||||||
| Тип вінця | № вінця | Діаметр вінця, мм | Розмір, мм | Кількість, шт | Розмір, мм | Кількість, шт | ||||||
| D1 | D2 | D3 | ||||||||||
| 1 | ||||||||||||
| 2 | ||||||||||||
| 3 | ||||||||||||
Письмово дати характеристику скла про наявність посічок, налипань скла, скляних ниток, швів, чужерідних включень, сколів, забруднень у відповідності з вимогами технічних умов. Виміряти об’єми запропонованих зразків скляної і жерстяної тари, розрахувати перевідні коефіцієнти і заповнити таблицю 9.
Таблиця 9
| № зразка
| Прийняті позначення банок | Ємність банок, мл | Розрахункові перевідні коефіцієнти | ||
| номінальна | повна | фізичних банок в облікові | облікових банок у фізичні | ||
| Банки скляні за ГОСТ 5717 – 91 | |||||
| Банки скляні за ТУ 26.1 – 00293516 – 003 – 2001 | |||||
| Банки металеві за ГОСТ 5981 – 88 | |||||
Для переведення фізичних банок в облікові використовують перевідний коефіцієнт, який визначають за формулою:
К=V/353;
Де V – ємність банки, мл;
353 – прийнята облікова одиниця.
Для переведення облікових банок у фізичні використовують формулу: 1/К
Задача: Перевести 7000 облікових банок з компотами в скляні банки виданих зразків.








