 2020-08-05
2020-08-05 100
100
· Качественный контроль – сравнением с образцами или образцовыми деталями визуально или на ощупь.
· Количественный контроль – бесконтактными методами – приборы светового сечения МИС – 11 и ПСС – 2, микроинтерферометров, растровых измерительных микроскопов типа ОРИМ – 1 и др.
· Контактными методами с помощью щуповых приборов (профилометров и профилографов). Эти приборы оставляют след на поверхности детали, поэтому для контроля изделий из мягких материалов – бесконтактные методы.
Для отклонений формы и расположения поверхности изделия используют измерительные приборы для контроля биения типа ПБ-250М, ПБ-500М, ПБ-1600М, а также специальные средства измерения: поверочные линейки, плиты и призмы, оптические линейки, автоколлиматоры и т. д.
Как обозначаются погрешности формы и расположения поверхностей на чертежах?
На чертежах допуски формы и расположения обозначаются стандартными знаками.
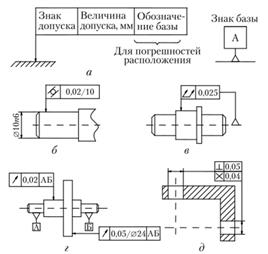
Обозначения допусков на чертежах
Допуск формы указывается в рамке из двух частей; допуск положения — в рамке из трех частей. В первой части помещают знак допуска, во второй — его величину в миллиметрах, в третьей — буквенное обозначение базы. Если допуск относится не ко всей поверхности, то в знаменателе проставляется размер нормируемого участка.








