 2020-08-05
2020-08-05 156
156
Наряду с ручной резкой применяют автоматическую резку металлическим электродом под слоем флюса. Этим способом в основном раскраивают листы из нержавеющей стали толщиной до 30 мм.
Режут на обычных сварочных автоматах сварочной проволокой марок Св-08 или Св-08А с флюсом АН-348А. Автоматическая резка более производительна.
2. Резка угольным электродом, или угольной дугой. Дуговую резку можно производить и угольным, и металлическим электродом.
Резка угольным электродом, или угольной дугой, отличается от вышерассмотренного способа тем, что вместо металлического электрода в данном случае применяются угольные или графитовые электроды. Угольные и графитовые электроды в процессе резки не плавятся, а только медленно сгорают. Резка угольными или графитовыми электродами производится на постоянном токе и в большинстве случаев при прямой полярности (минус на электроде). Схема процесса резки угольным электродом показана на фиг. 2. По сравнению с металлической дугой рез получается более чистым, так как угольный электрод не плавится и тем самым не создает дополнительного количества расплавленного металла, как при резке металлическими электродами. Однако производительность и чистота реза при резке угольной дугой остаются низкими. Как и при резке металлической дугой, с обратной стороны реза на металле остаются натеки. Кислородно-электродуговая резка заключается в том, что разрезаемый металл разогревается с помощью электрической дуги, а затем сжигается струей кислорода, подающейся к месту реза параллельно электроду. Обычно режущая струя кислорода следует за направлением движения электрода. Окислы, получаемые при сгорании металла, выдуваются из места реза этой же струей кислорода. Для этого способа резки применяются специальные резаки, обеспечивающие закрепление электрода и подвод кислорода к месту реза. При резке применяются угольные, графитовые или стальные электроды. В практике применяются также стальные трубчатые электроды с нанесенным на них специальным покрытием. В этом случае дуга горит между разрезаемым металлом и трубчатым электродом, а кислород к месту реза подается через внутреннее отверстие электродной трубки. В процессе резки трубчатый стальной электрод плавится. Резка производится на постоянном токе при обратной полярности
Металлическими электродами при дуговой резке пользуются в случае небольших толщин подлежащего резке материала (до 20 мм). Резку металлическим электродом можно производить на переменном токе. Преимуществом резки металлическим электродом, кроме возможности работать на переменном токе, является малая ширина и чистота реза; к недостаткам относится большой расход электродов и натеки металла на нижнем крае реза.
Подводную дуговую резку производят так же, как и резку на воздухе. Электроды, применяемые при подводной резке, необходимо покрывать водонепроницаемой обмазкой толщиной около 1 мм. Сила тока, применяемого при подводной резке, должна быть на 20--25% больше, чем при резке на воздухе. Для подводной резки применяют угольные и металлические электроды с дополнительной подачей в дугу режущего кислорода. дуговой резка инструмент безопасность
Метод резки металлов электрической дугой имеет и некоторые недостатки: низкая производительность процесса, недостаточная чистота реза, науглероживание кромок при резке угольным электродом, натеки на нижней кромке, большой расход основного металла.
3. Кислородно-дуговая резка металла
Сущность процесса кислородно-дуговой резки заключается в том, что между трубчатым толсто покрытым электродом и разрезаемой деталью возбуждается дуга, в зоне горения которой через полость электрода подается кислород. Наружный диаметр трубчатых электродов 5-7 мм, внутренний 1,5-2,5 мм, питание дуги может производиться постоянным или переменным током в зависимости от типа толстого покрытия. Для закрепления электрода и подвода кислорода служит электрододержатель специальной конструкции, оборудованный предохранительным щитком.
Одним из преимуществ этого метода при резке стали толщиной 10-12 мм являются высокие скорости резки и в связи с этим малый расход кислорода. Большая скорость резки является результатом сильного подогрева режущего кислорода теплом электрической дуги. Подогрев усиливает и без того высокое окисляющее действие кислорода и способствует повышению производительности резки. Недостатком этого метода является сравнительно быстрое расплавление и высокая стоимость трубчатых электродов.
Этот метод резки применяется главным образом для пробивания отверстий в стальных плитах толщиной до 300 мм и при выполнении работ по резке цветных металлов. Разработан также метод кислородно-дуговой резки металлов с применением угольных электродов. При этом между угольным электродом, закрепленном в специальном электрододержателе, и разрезаемой деталью возбуждается дуга, под тепловым действием которой металл расплавляется на глубину от 2 до 4 мм. На определенном расстоянии от дуги на расплавленный металл подается струя кислорода, которая обеспечивает энергичное окисление и удаление окисленного и расплавленного металла из полости реза.
Процесс резки протекает устойчиво при питании дуги постоянным током, качество реза высокое. При резке малых толщин скорость кислородно-дуговой резки превосходит скорость газовой резки. В настоящее время внедряется в производство воздушно-дуговая резка металлов. Сущность этого метода заключается в том, что обрабатываемый металл расплавляется в месте реза угольной дугой, затем под действием струи сжатого воздуха расплавленный металл частично сгорает, а частично выдувается
4. Дуговая и воздушно-дуговая резка металлов
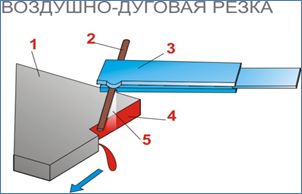
Рис. 2
При дуговой резке расплавленный металл удаляется из зоны резки механическим воздействием сварочной дуги и под действием собственного веса. Этим методом можно резать низкоуглеродистые стали, легированные, цветные металлы и чугун.
Воздушно-дуговая резка представляет собой новый способ обработки металлов и объединяет два физических процесса: расплавление металла теплом электрической дуги и выдувание жидкого металла струей сжатого воздуха. Окисление металла при этом происходит лишь как попутное явление, не влияющее на процесс резки.
Количество выплавленного металла зависит от количества тепла, подведенного электрической дугой, от теплоемкости и теплопроводности металла. Воздушно-дуговым способом можно резать углеродистую, легированную, высоколегированную сталь, чугун, бронзу, латунь, алюминий и его сплавы.
При правильном ведении процесса расплавленный металл полностью удаляется и поверхность основного металла, вследствие кратковременности воздействия нагрева, не изменяет своего состава. Воздушно-дуговая резка применяется при поверхностной обработке металла для выплавки дефектных участков корня сварных швов, срезки заклепок, разделки трещин, выплавки пороков в отливках, для V-образных подготовок кромок под сварку, для пробивки отверстий для соединительных скоб, заклепок и др.
Преимущество воздушно-дуговой резки -- ее экономичность, возможность использования недефицитных материалов, простота оборудования.
При воздушно-дуговой резке используют угольные электроды диаметром 6-12 мм, длиною 250 мм и больше. Электроды при резке нагреваются до белого свечения и быстро «сгорают». При этом стержень заостряется и образует конус. Меньше нагреваются и более устойчивы в работе угольные омедненные электроды, а также угольно-графитовые, графитовые электроды.
Воздушно-дуговая резка наиболее производительна при использовании постоянного тока обратной полярности, а при резке цветных металлов -- прямой полярности.
При дуге прямой полярности под действием высокой температуры катод эмитирует электроны, получающие ускорение в катодной зоне и, тем самым, увеличивающие свою кинетическую энергию. Анод получает от столба дуги энергию в виде потока электронов и в виде теплового излучения. Эта энергия и энергия, выделяемая током за счет сопротивления раскаленного анода, расходуется на плавление металла на широком участке.
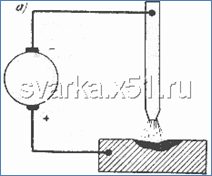
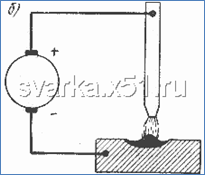
Рис. 3. Схема ванны расплавленного металла при горении дуги на прямой (а) и обратной полярности (б)
При этом образуется чашеобразное углубление, по которому растекается расплавленный металл (рис. а), удаление которого затруднено. Производительность резко падает.
При дуге обратной полярности расплавленный металл образует форму конического выступа (рис. б), который обусловлен тем, что движение потока электронов, направленное от катода к аноду (в данном случае от изделия), как бы центрирует массу расплавленного металла, стремясь увлечь металл в своем движении. Металл, расплавленный дугой обратной полярности, более подвижен и текуч. Струя воздуха легко удаляет жидкий металл.
5. Разделительная дуговая резка металла
При разделительной резке металла изделие устанавливают в положение, в котором наиболее благоприятны условия для вытекания расплавленного металла из места реза. При вертикальных резах резку металла ведут сверху вниз, для того чтобы выплавляемый металл не засорял выполненный разрез. Для отклонения дуги магнитным дутьем в направлении реза второй сварочный кабель присоединяют сверху у начала разреза. Разделительную резку металла начинают с кромки или с середины листа. В последнем случае вначале прорезают отверстие. Затем, наклонив электрод так, чтобы кратер был расположен на торцовой кромке реза, оплавляют ее. Если толщина разрезаемого металла меньше диаметра электрода, последний располагают перпендикулярно поверхности и просто перемещают вдоль линии реза без дополнительных колебаний.
6. Поверхностная дуговая резка металла
При поверхностной резке металла электрод наклоняют к поверхности под углом 5--20° и перемещают, частично погружая его конец в образовавшуюся полость. Широкие канавки выплавляют с поперечными колебаниями электрода в вертикальном положении. Глубина канавки зависит от скорости перемещения дуги и наклона электрода. Глубокие канавки выполняют за несколько проходов. Для прорезания дугой круглых отверстий различного размера электрод устанавливают перпендикулярно к поверхности и возбуждают дугу возможно большей длины.
7. Подводная дуговая резка металлов
Подводную дуговую резку производят так же, как и резку на воздухе. Электроды, применяемые при подводной резке, необходимо покрывать водонепроницаемой обмазкой толщиной около 1 мм. Сила тока, применяемого при подводной резке, должна быть на 20--25% больше, чем при резке на воздухе. Для подводной резки применяют угольные и металлические электроды с дополнительной подачей в дугу режущего кислорода.
8. Вырезка отверстий в металле
Для вырезки больших отверстий вначале прорезают маленькое отверстие, несколько отступя внутрь от края реза, а затем рез продолжают, выводя его на края основного отверстия. Особое внимание при дуговой резке металла следует обращать на предохранение от брызг и капель металла и шлака, которые могут вызвать ожоги и загорания.








