 2020-08-05
2020-08-05 145
145Тема урока: «Особенности дефектов сварных соединений»
Виды дефектов сварного шва. Какие бывают?
Дефект — отклонение от определенных норм, предусмотренных ГОСТами, а так же техническими условиями и различными чертежами проектов
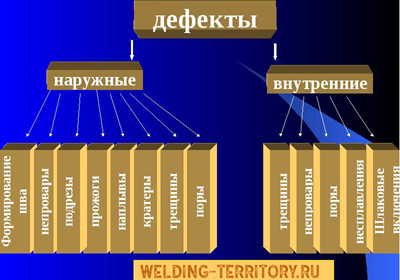
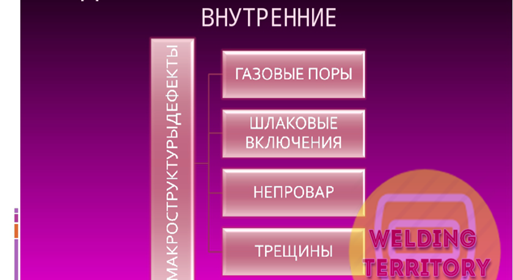
Внутренние
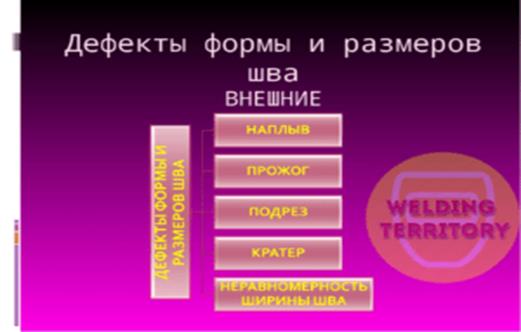
Наружные
Сквозные
Основной сквозной дефект — прожог. Может допускаться абсолютно всеми сварщиками, не важно, новичок или опытный. Единственное, опытные сварщики гораздо реже его допускают… Такой дефект видео, обычно не вооруженным глазом или при помощи просвета источником света.
Контроль дефектов сварных швов. Как обнаружить?
Контроль дефектов сварных швов производится как невооруженным глазом без специальных приборов, так и с участием специального оборудования. Рассмотрим основные методы контроля дефектов сварных швов:
· Визуальный осмотр. Производится не вооруженным глазом или с привлечением увеличительного стекла. Таким методом контроля обнаруживаются даже минимальные отклонения от норм… Более того, визуальный осмотр самый основной метод контроля, так как его производят абсолютно все сварщики сразу после завершения процесса сварки.
 Проверка величины катета. Относится к визуальному контролю
Проверка величины катета. Относится к визуальному контролю
· Цветная дефектоскопия. Данный метод подразумевает различные способы выявления дефектов при помощи средств, которые способны менять цвет во время взаимодействия с дефектом. Им можно выявить трещины, наплывы и поры и даже перегрев.
Можете купить или просто ознакомиться с ценами на жидкости для цветной дефектоскопии.

Цветная дефектоскопия сварных швов
· Радиографический. Метод, для выполнения которого привлекается прибор, излучающий рентгеновские лучи. Данные лучи пропускаются через проверяемую область. Далее получается снимок, подобный тем, которые скорее всего каждый из вас делал в поликлинике. Метод считается самым эффективным. С его помощью можно обнаружить все виды дефектов сварных швов.

Метод контроля сварного шва с помощью рентгеновских лучей
Радиографический контроль сварных швов
· Ультразвуковая дефектоскопия. Распространенный метод контроля качества. Выполняется как стационарной установкой, так и мобильным прибором. Суть данного метода схожа с выше описанным радиографическим методом. В отличии от рентгена, ультразвуковой метод(УЗК) посылает в область контроля звуковые волны. Которые должны пройти через проверяемую зону на сквозь или отразиться обратно в прибор. Те волны, которые вернулись, говорят об отсутствии дефектов, а те что не вернулись — об обратном. Так специалист выполняющий ультразвуковой контроль качества определит, на сколько качественно выполнена сварка.
 Наручный дефектоскоп-ультразвуковой. Проверка качества шва ультразвуком
Наручный дефектоскоп-ультразвуковой. Проверка качества шва ультразвуком
Видео об ультразвуковом контроле сварного шва
Конец формы








