 2020-08-05
2020-08-05 431
431Подготовительные установки
G17 Выбор плоскости XpYp;
G40 Отмена коррекции на радиус;
G49 Отмена коррекции на длину инструмента;
G80 Отмена работы цикла сверления;
G90 Программирование в абсолютных величинах;
Цикл простого сверления G81
R – координата опорного уровня по оси Z;
F – скорость подачи при обработке об/мин.;
Текст программы
№1. %
№2. G17 G40 G49 G80 G90 (подготовительные установки)
№3. S1000 M3 (Включение вращения шпинделя по часовой стрелке 1000 об/мин.)
№4. G54 X0 Y0 (указание ячейки "ноля" детали)
№5. G01 X0 Y0
№6. G01 X0 Y15
№7. G01 X10 Y15
№8. G01 X10 Y35
№9. G01 X0 Y35
№10. G01 X0 Y80
№11. G01 X60 Y80
№12. G01 X60 Y0
№13. G01 X0 Y0
№14. G01 X-6 Y0 (Отвод фрезы от контура)
№15. G0 X-6 Y0 Z15 (Подъем фрезы в безопасную плоскость)
№16. М5 (Остановка шпинделя)
№17. T1 M6 (Смена инструмента)
№18. S1000 M3 (Включение вращения шпинделя по часовой стрелке 1000 об/мин.)
№19. G0 X-6 Y0 Z15
№20. G0 X30 Y10 Z 15
№21. G0 X30 Y10 Z 5
№22. G81 X30 Y10 Z-3 R5 F100 (вызов цикла простого сверления)
№23. G0 X30 Y10 Z 5
№24. G0 X40 Y60 Z15
№25. G0 X40 Y60 Z5
№26. G81 X40 Y60 Z-3 R5 F100 (вызов цикла простого сверления)
№27. G0 X40 Y60 Z5
№28. G0 X-6 Y0 Z15 (Отвод сверла)
№29. М5 (Остановка шпинделя)
№30. M30 (Конец программы с возможностью одновременного отключения питания станка)
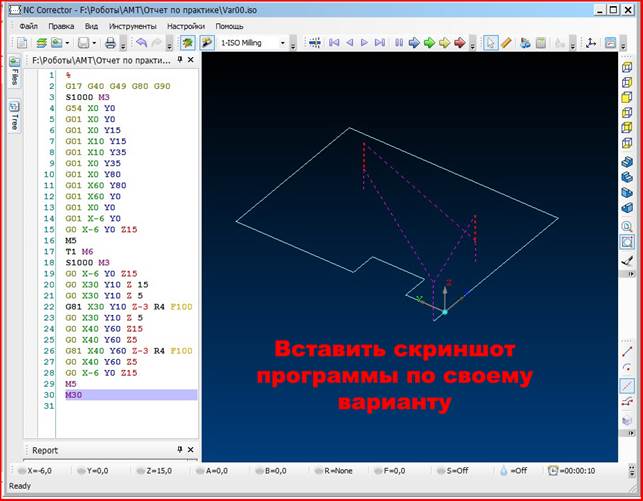 Проверяем на ошибки текст программы в G-кодах в приложении NC Corrector v4.0, эмулиющей работу станка с ЧПУ, для этого копируем написанный нами текст в приложение.
Проверяем на ошибки текст программы в G-кодах в приложении NC Corrector v4.0, эмулиющей работу станка с ЧПУ, для этого копируем написанный нами текст в приложение.
Онлайн проверка в G-кодах https://nraynaud.github.io/webgcode/

Заключение
В ходе выполнения практической работы, была решена задача, написания программы в ИСО 7-бит (ISO 7-bit) для изготовления детали по индивидуальному заданию. Было подобрано изучены необходимое для выполнения здания, команды и функции языка ИСО 7-бит (ISO 7-bit). Был проведен анализ контура изделия, и точек сверления отверстий. В ходе выполнения практической работы была проведена проверка готовой программы в приложениях для эмуляции работы фрезерных станков с ЧПУ.
.Был проведен расчет координат контура и отверстий для обработки изделия на фрезерного станка с ЧПУ. Немаловажное значение на качество обработки резанием влияют так называемые режимы резания, параметры которых определяют качество обработанной поверхности, а также не позволяют инструменту выйти из строя раньше времени. Итогом работы стало создание программы для обработки детали на станках с ЧПУ, для которого была составлена управляющая программы (УП) на язычке ИСО 7-бит (ISO 7-bit).








