 2020-08-05
2020-08-05 410
410
В настоящее время для съема материала с электропроводной заготовки применяется электроконтактная обработка (ЭКО). Данный вид обработки использует электроэрозионный принцип формообразования, поэтому для ЭКО характерны многие закономерности электроэрозионной обработки.
Напряжение Uc от сети поступает на трансформатор 1 (рис. 12.3).
Со вторичной обмотки напряжение 40 В подается на два электрода, один из которых − диск 2 − изготовлен из электропроводного материала, второй − заготовка 3. Дисковый ЭИ вращается от привода с частотой п.
Механическим устройством создается прижимающая диск к заготовке сила Gпр. Наряду с вращением диску сообщается поступательное движение вдоль рабочей поверхности со скоростью υин. Межэлектродный промежуток заполнен непроводящей рабочей средой − воздухом, жидкостью, газожидкостной смесью.
Электроды в этом процессе находятся одновременно под механическим и электрическим воздействием. Мощность электрического воздействия определяется выражением:
 , (12.2)
, (12.2)
где U − действующее значение напряжения, В; I − действующее значение тока, А.
Мощность механического воздействия:

где Мс − момент сопротивления на валу ЭИ; n − частота, об/мин;
 (12.3)
(12.3)
где G c − сила сопротивления, H;
 (12.4)
(12.4)
где k тр − коэффициент трения между электродами; G пр − сила прижатия, H; r д − радиус диска, м.
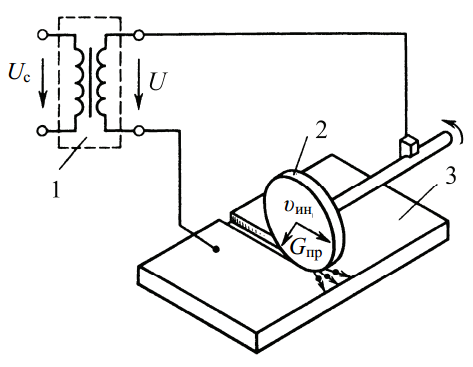
Рис. 12.3. Схема электроконтактной обработки
Суммарная мощность, поступающая в МЭП,
 (12.5)
(12.5)
Соотношения между механической и электрической мощностями позволяют получать различные режимы ЭКО. Если механическая мощность превосходит электрическую, то энергия в МЭП и ЭКО носит преимущественно механический характер. При высоких напряжениях и незначительной механической силе Gпр в ЭКО преобладает электро-эрозионный процесс. Во втором случае электрическая энергия превращается в тепловую, согласно закону Джоуля − Ленца, в области кратковременного электрического контакта между участками электродов в результате возникновения электрических разрядов между электродами, как и при электроэрозионной обработке.
В общем же случае действуют три источника энергии: механический, электроконтактный и электроэрозионный. При конкретных условиях возможны различные сочетания этих источников, дающие большое разнообразие процессов по их физической сущности. Так, при низких напряжениях (1−2 В) превалирующим является механическое трение.
При напряжении 2−10 В электрическая энергия превращается в тепловую за счет контактного сопротивления (электрические разряды при этом отсутствуют). При напряжении выше10 В уже идет электроэрозионный процесс. Такой вид ЭКО называют электроконтактно-дуговой обработкой.
Для ЭКО применяется несложное оборудование. Станки для ЭКО, как правило, изготавливают на базе металлорежущих станков. В случае
ЭКО на переменном токе не требуется разработки специальных источников питания. Применяемые для этих целей источники питания содержат понижающие трансформаторы, со вторичной обмотки которых напряжение подается на электроды.
Для ЭКО мощность применяемых трансформаторов составляет от 30 до 500 кВ А при напряжении на вторичной обмотке 30−70 В (марки СТЭ-34, ТСД-10-3, ТК-16-31, ТСУ-120/05 и ряд специальных типов).
В станках для ЭКО токи достигают до15 кА при высоких напряжениях. При таких режимах важен правильный выбор токопроводов к электродам. При неподвижном электроде-заготовке токоподвод делают из двух элементов: скользящей щетки, подводящей ток к электроду-инструменту, и контакта, жестко соединенного с ЭЗ. При одновременном движении ЭИ и ЭЗ токоподвод к ним от зажимов вторичной обмотки трансформатора также осуществляется щеточными устройствами. При разрезании заготовки двумя самостоятельными дисками клеммы трансформатора через щетки подключают к каждому из дисков отдельно.
Электроконтактная обработка на переменном токе более эффективна, чем на постоянном токе: это и экономия электроэнергии, и снижение стоимости оборудования и установленной мощности, а также уменьшение занимаемой полезной площади. Использование переменного тока существенно улучшает электробезопасность при ЭКО.
Преимуществом электроэрозионной обработки является возможность обработки металлов независимо от их механических свойств.
Этот способ позволяет получать детали сложных форм, выполнить которые другим путем просто невозможно, например криволинейное отверстие или канал в массивной детали. Одним из недостатков электроэрозионной обработки является малая производительность и существенный расход электроэнергии по сравнению с механическим способом. Заметно улучшить эти показатели удается при электрохимико-механической обработке металлических деталей.








