 2020-10-12
2020-10-12 275
275Важнейшая характеристика любого источника тока - ВАХ - у него определена конструктивно и не может быть изменена в процессе эксплуатации. Отсюда посредственные динамические качества. Такой аппарат имеет большой вес и крупные габариты, но зато надежен и практически "не убиваем". Если он оборудован выпрямителем, то часто допускает работу на токе двух родов.
На современных моделях часто используют тиристорное управление выходными параметрами. Это позволяет снизить массу и габариты, уменьшить "инертность", реализовать некоторые полезные функции и улучшить динамические характеристики. У таких аппаратов возможны коррекция ВАХ и работа с очень маленькими токами (до 2 А). Практически все такие источники имеют выход только по постоянному току.
При проектировании источников питания для сварочных аппаратов необходимо учитывать особенности ВАХ последних. Так, при индуктивной нагрузке (сварочный трансформатор), внешняя характеристика синхронного генератора имеет резко падающий характер, причем с уменьшением cos падение напряжения усиливается (рис.2, X>0). При активно-емкостной нагрузке (сварочный инвертор) cos опережающий и с ростом потребляемого тока напряжение возрастает тем сильнее, чем меньше cos (рис 2, X<0). При U=0 (короткое замыкание) все характеристики пересекаются в одной точке, соответствующей значению тока трехфазного короткого замыкания.
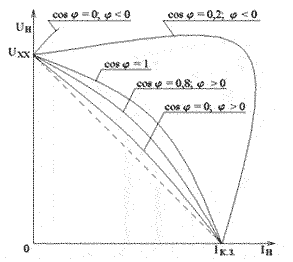
Рис. 2. ВАХ сварочного аппарата.
Рассмотрим подробнее схему и принцип работы сварочного аппарата: разберёмся в технической реализации аппарата электродуговой сварки.
Процесс электродуговой сварки (без подачи инертного или каталитического газа) заключается в создании условий для образования электрической дуги при напряжении 50...80 В между электродом и свариваемыми деталями и дальнейшим поддержанием дуги при напряжении 18...25 В для расплавления материала деталей и электрода. Источник напряжения сварочного аппарата должен обладать хорошими динамическими характеристиками. Рабочее напряжение на дуге должно быстро устанавливаться и изменяться в зависимости от длины дуги, обеспечивая ее устойчивое горение. Для постоянного тока достаточно напряжение зажигания 30 - 40 В, в то время как для переменного необходимо напряжение 40 - 60 В. Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 50 мс. Ток К.З. (короткого замыкания) не должен превышать рабочий более, чем на 25 - 100%.Для этого необходим источник тока с так называемой "падающей" вольтамперной характеристикой.
Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 50 мс. Ток К.З. (короткого замыкания) не должен превышать рабочий более, чем на 25 - 100%. При ручной дуговой сварке внешняя характеристика (рис. 3), источника тока должна быть падающей, т.е. напряжение должно уменьшаться с увеличением тока.
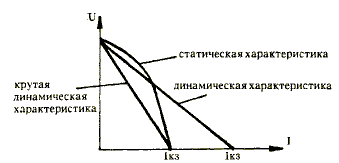
Рис. 3. Динамическая и статическая характеристики сварочного аппарата.
При крутой динамической характеристике источника питания динамические токи КЗ значительно меньше (они близки к статическим токам КЗ) и при удлинившейся дуге образуется стабильная рабочая точка. Вышеперечисленным требованиям в полной мере соответствует источник напряжения, выполненный по схеме генератора тока. Свойства такой конструкции в полной мере подходят и для зарядного устройства.
На рис. 4 показана типичная статическая ВАХ электрической дуги. При наложении на нее выходной ВАХ сварочного трансформатора легко видеть, что устойчивой точкой поддержания дуги является точка А, причем увеличение крутизны "падения" характеристики сварочного трансформатора приводит к еще большей стабилизации дуги.
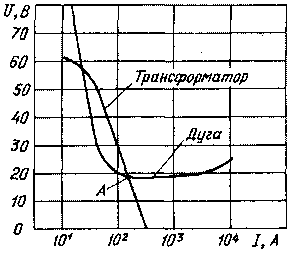
Рис. 4. Статическая ВАХ электрической дуги.
В аппаратах переменного тока, работающих от однофазной сети, дуга должна возникать при каждом полупериоде питающего напряжения, что делает более жесткими требования к аппарату и материалу электрода, чем при сварке постоянным током или трехфазным.
При изготовлении аппарата дуговой сварки часто пытаются копировать промышленные образцы, которые для обеспечения падающей характеристики в большинстве своем выполнены на основе магнитопровода с повышенным магнитным рассеянием или дросселя. В условиях домашней лаборатории на указанных принципах трудно создать аппарат с хорошими массогабаритными показателями, кроме того, он неспособен удовлетворительно работать в режиме контактной сварки, которая представляет для радиолюбителей большой интерес.
Существует принцип формирования "падающей" ВАХ способом управления углом отсечки синусоидального напряжения, позволяющий решить проблемы снижения массы аппарата, а также расширить возможности его применения. На рис. 5 показана функциональная схема сварочного аппарата, работающего по этому принципу.
Напряжение вторичной обмотки U2 трансформатора Т1 в момент замыкания контактов коммутатора тока S1 поступает на сварочный электрод. Если замыкать контакты коммутатора во второй половине полупериода напряжения сети (в момент tз, рис.6,а), то первоначальный уровень напряжения Uз обеспечит образование электрической дуги, а падающая характеристика будет следствием изменения мгновенного напряжения Un по синусоидальному закону.
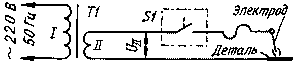
Рис. 5. Функциональная схема сварочного аппарата.
Для аппаратов, работающих на малых значениях сварочного тока, необходимо обеспечить крутопадающую характеристику. Этого достигают выбором числа витков вторичной обмотки. На рис. 6,б) показано, как можно изменять крутизну характеристики при одном и том же напряжении зажигания дуги. Таким образом, в аппарате с управлением углом отсечки вторичного напряжения есть все условия для образования электрической дуги и возможность регулирования мощности.
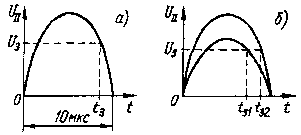
Рис. 6. Половина периода переменного напряжения на вторичной обмотке.
Другим требованием к аппаратам является обеспечение необходимого времени восстановления напряжения зажигания после замыкания цепи электрод-деталь (каплями расплава и т. п.) - не более 50 мс. В аппарате описываемой структуры это требование выполняется автоматически при высоком быстродействии коммутатора S1. Оптимизации процесса для конкретного диаметра электрода, материала детали и т. п. добиваются выбором момента замыкания контактов коммутатора S1 (tз на рис. 6,а).
При построении сварочного аппарата предпочтительно применение тороидального магнитопровода, обладающего минимальными габаритами и полем рассеяния.
Изменением времени коммутации tз можно перевести аппарат в режим жесткой выходной характеристики, что превратит его в мощный источник переменного или выпрямленного напряжения, который может работать, например, зарядным устройством, или в установке точечной контактной сварки.








