 2014-02-03
2014-02-03 476
476Рис.1. Ступени развития конструкций сварочных источников
|
Применение современной электроники позволило снизить массу сварочного источника в 10 раз (рис.3)
Рис.3. Снижение массы сварочного источника
По мере усложнения современного сварочного оборудования растет проблема общения с этим оборудованием пользователя. Чем больше современное оборудование предоставляет сварочных процессов и возможностей, тем сложнее становится панель управления.
Сварщикам обычно не нравится высокой уровень сложности, поскольку некоторые функции применяются редко. Для сложных материалов и высококачественной сварки каждая из доступных функций только приветствуется, но в большинстве случаев требуются лишь некоторые из них.
Нетрудно предсказать, что дальнейшее развитие получат инверторные сварочные источники. Небольшого размера и удобные в работе источники требуются для различных ремонтных работ. Будут улучшаться показатели потребляемой мощности, что позволит подключать их к электросетям ограниченной мощности. Прочность и надежность также являются важными факторами. Улучшится защита источников от пыли, влаги и электрических помех. Модульная конструкция источников, цифровое управление и возможность обновлять программное обеспечение гарантируют высокое качество сварных работ.
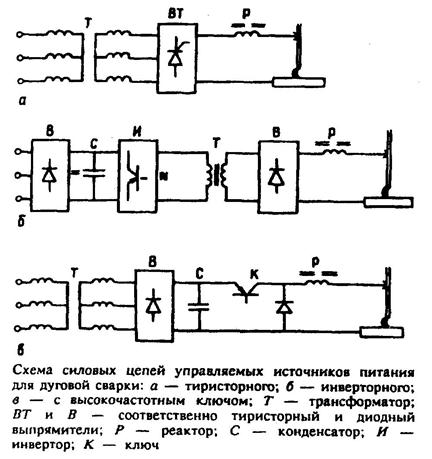
Источник питания входит в состав любой установки для дуговой и электрошлаковой сварки, Он снабжает дугу или электрошлаковый процесс электрической энергией необходимых параметров. При дуговой сварке применяются токи от 1 до 3000 А при напряжении 40-141 В. Сварка может выполняться на постоянном и переменном токе, как при непрерывной, так и при импульсной подаче энергии. В зависимости от вида энергии и характера ее преобразования различают следующие типы источников питания.
Трансформатор понижает переменное напряжение сети до необходимого при сварке.
Выпрямитель преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока.
Генератор преобразует механическую энергию вращения его вала в электрическую энергию постоянного тока.
Преобразователь является комбинацией трехфазного асинхронного двигателя переменного тока и сварочного генератора и, следовательно, преобразует сетевую энергию в используемую для сварки энергию постоянного тока.
Агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока, в нем для получения сварочного тока используется химическая энергия сгорания жидкого топлива.
Различают источники общепромышленного и специального назначения. К общепромышленным относятся источники для ручной сварки покрытыми электродами и механизированной сварки плавящимся электродом в защитном газе и под флюсом, они предназначены в основном для сварки углеродистых и легированных сталей средней толщины. Специализированные источники предназначены для обслуживания более сложных технологических процессов, связанных с изготовлением тонколистовых конструкций, а также изделий из высоколегированных сталей и цветных металлов. Некоторые из процессов, родственных дуговой сварке — наплавка, напыление, резка, а также электрошлаковая сварка — тоже нуждаются в специализированном источнике. Эти источники отличаются относительной сложностью, насыщены элементами автоматики, обладают высокими сварочными свойствами.








