2014-02-17
2014-02-17 951
9515.2.9.1. Лабиринтные кольца после зачистки и промывки протирают и проверяют. На посадочных поверхностях и в лабиринте не допускаются трещины, вмятины, забоины, заусенцы и другие неисправности. Размеры проверяют в соответствии с нормами, указанными п. 6.3. При ремонте колесных пар со снятием лабиринтных колец необходимо производить обточку лабиринтного кольца с диаметра 183 до 182 мм. При полном освидетельствовании без снятия внутренних колец в случае выявления задиров на цилиндрической поверхности лабиринтного кольца производить зачистку шкуркой. Разрешается применять отремонтированные лабиринтные кольца с размерами, указанными в п. 6.З., которые имеют маркировку «1р» и «2р» и т.д.
5.2.9.2. Крепительные и смотровые крышки после зачистки и промывки осматривают. Соединенные между собой крепительные и смотровые крышки разъединяют для замены уплотнения и вновь собирают. На крышках не допускаются трещины, вмятины, забоины, задиры, заусеницы, изгибы, перекосы и другие дефекты. Смотровые крышки, деформированные по привалочной поверхности, выравнивают.
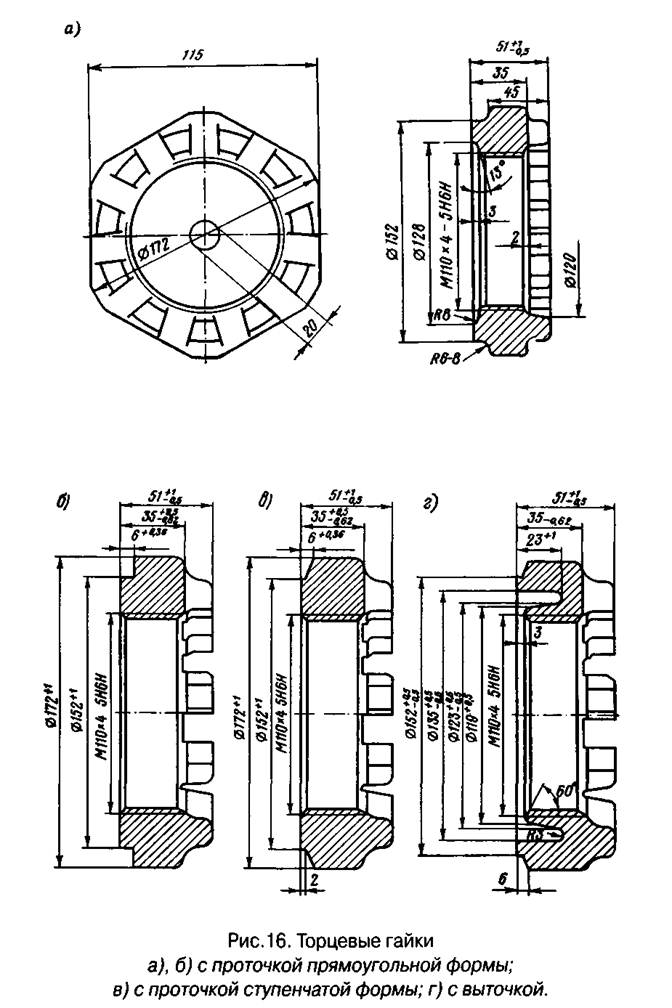
5.2.9.3. Торцевые типовые гайки с переходным радиусом 6-8 мм (рис.16 а), гайки с проточкой (рис.16 б, в, г), гайки с проточкой и выточкой (рис.16 г), а также стопорные планки, шайбы и болты после промывки должны быть осмотрены. На них не допускаются забоины, заусенцы и другие неисправности, влияющие на работу узла. Категорически запрещается растачивать резьбу гайки М110. Стопорные планки подлежат обязательному магнитопорошковому дефектоскопированию с постановкой клейм предприятия и даты производства дефектоскопирования.
5.2.9.4. При полных ревизиях букс на торцевых гайках, не имеющих кольцевых проточек, производят кольцевую проточку прямоугольной формы (рис.16 б) шириной 6 мм или ступенчатой формы (рис.16 в, г) по диаметру 152 мм.
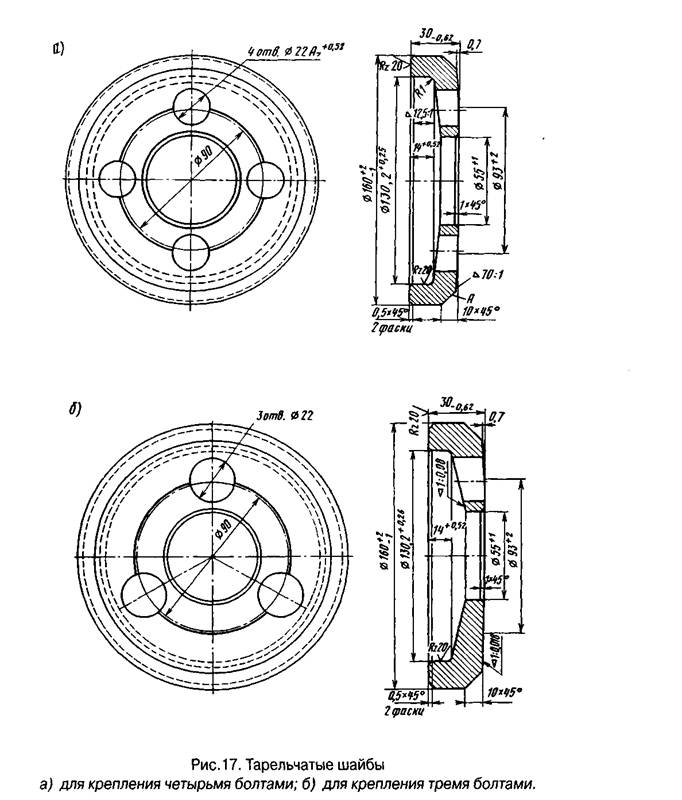
5.2.9.5. Тарельчатая шайба (рис.17 а) имеет четыре, а шайба (рис.17 б) - три отверстия диаметром 22 мм для болтов, прикрепляющих шайбу к торцу шейки оси. Необходимо тщательно осматривать тарельчатые шайбы и болты торцевого крепления подшипников, выполненного при помощи шайб и четырех или трех болтов М20. О выявленных недостатках следует сообщать в железнодорожные администрации. Также необходимо сообщать о количестве торцевых гаек, выявленных с сорванной резьбой.
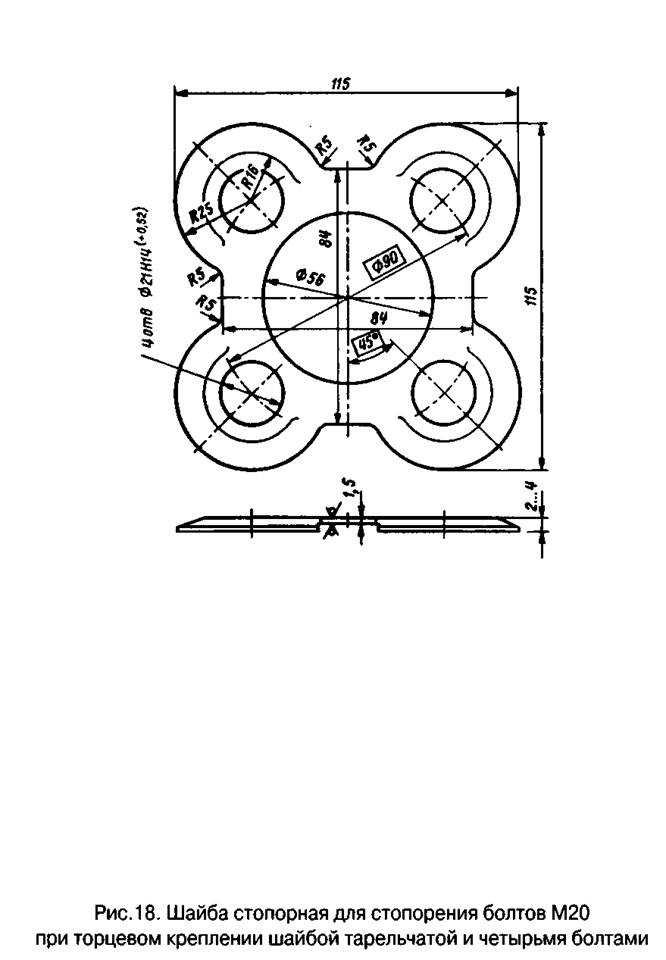
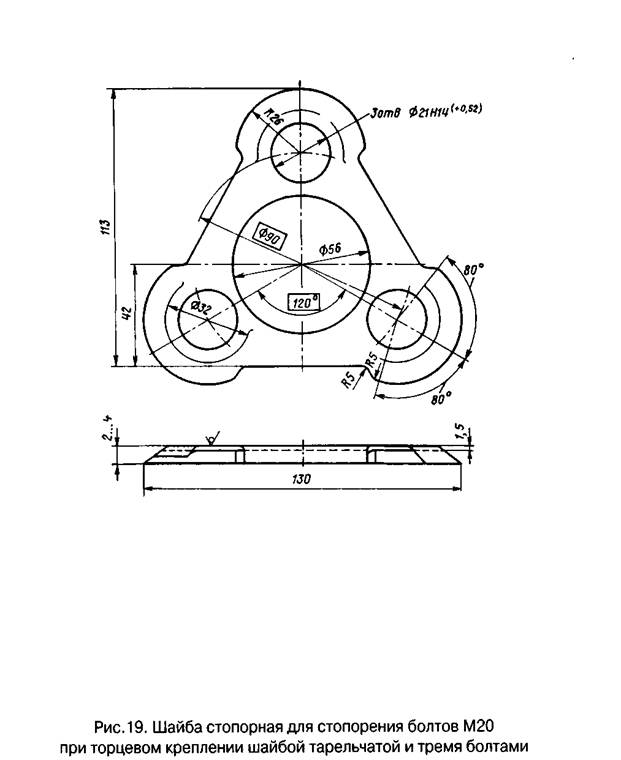
5.2.9.6. Шайбы стопорные для закрепления одновременно четырех (рис. 18) и трех (рис. 19) болтов применяют при торцевом креплении подшипников, выполненном при помощи шайб тарельчатых и болтов М20.
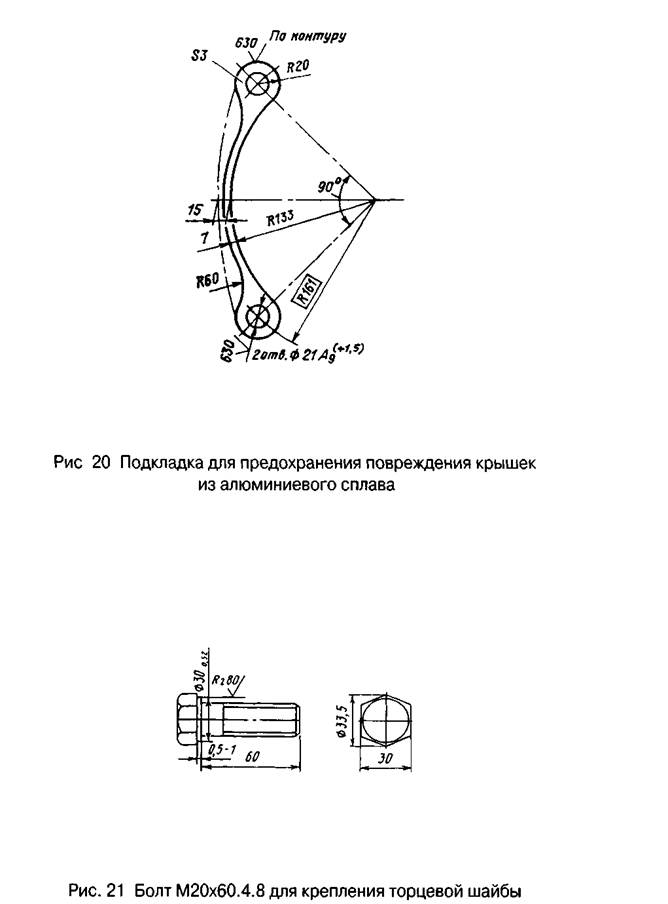
Для предупреждения повреждения крышек, изготовленных из алюминиевого сплава, от врезания пружинных шайб применяется специальная подкладка (рис. 20).
5.2.9.7. Болты М 12x35 для крепления стопорной планки и смотровой крышки, а также болты М20х60 для крепления крепительной крышки и болты М20х60.4.8 для крепления тарельчатой шайбы изготавливают по ГОСТ 7798-70 и техническим требованиям по ГОСТ 1759-70. Головки болтов М20х60.4.8 изготавливают по варианту с ложной шайбой на опорной ее поверхности (рис. 21). На торце головок болтов ставят размером 6x2,25 мм две последние цифры года монтажа букс, когда болты были впервые использованы при монтаже торцевого крепления. Резьба болтов должна быть изготовлена методом накатки. При несоответствии требованиям стандартов болты необходимо браковать. Запрещается применять болты как М12, так и М20 с разными размерами головок.
5.2.9.8. Резиновые кольца, устанавливаемые между крепительной крышкой и буксой, а также прокладки между крышками независимо от их состояния заменяют при каждой полной ревизии букс.