 2014-02-09
2014-02-09 599
599Билет №11
Интрументальные материалы для обработки резанием.
1. Инструментальные стали
Углеродистые. 0.6-1.4 % углерода У10, У10А, У11А, У12А.
HRC 60-62, работают до 2ОО-250°С. Метчики, плашки, развертки, напильники и т.д., работающие с малыми скоростями резания: V = 15-18 м/мин.
Легированные - Основой является сталь УI0A, вводят хром, вольфрам, ванадий, кремний, марганец, обладают большой вязкостью в закаленном состоянии. HRC 62-64, красностойкость 250-300°С Меньшая склонность к деформациям и трещинообразованию. V = 15-25 м/мин. ЗХВГ, ХВГ, 9ХС, 6ХС и др. Изготавливают протяжки, сверла, метчики.
Быстрорежущиестали содержат 8,5-19% W, 3,8-4,4% Сr, 2-10%. Р9, Р18, Р6V3, Р9Ф5, Р14М14, Р9К5, Р9К10, Р10К5Ф5, Р18К5Ф2. HRC 62-65. Красностойкость 600-630°С, повышенная изностойкость, V = 100 м/мин. Р9 для резцов, фрез, зенкеров. Для фасонных и сложных инструментов (резьбонакатных, зуборезных) для которых основным является высокая износостойкость Р18.
Кобальтовые стали Р18К5Ф2, Р9К10 применяют для трудно обрабатываемых коррозионностойких и жаропрочных сталей и сплавов.
Ванадиевые Р9Ф5, Р14Ф4 инструменты для чистовой обработки (протяжки, развертки, шевера). Применяют при обработке трудно обрабатываемых сталей при срезании тонких слоев.
Вольфрамомолибденовые Р9М4, Р6МЗ - при черновой обработке, а также протяжек, фрез, шеверов.
В целях экономии делают сборным инструмент или сварным со сталью 45,50,40Х.
Металлокерамические сплавы (ГОСТ 3882-81) представляют собой твердый карбид WC, TiC, TaC в металлическом Со Используют в виде пластинок, спекаемых при 1500-1900°С
ТВК для обработки пластичных и вязких металлов и сплавов Мелкозернистые ВК6М и др. для обработки трудно обрабатываемых материалов, коррозионно-стойких и жаропрочных, твердых чугунов, титана, керамики.
ТТК отличаются повышенной износостойкостью,прочностью, вязкостью. Минералокерамика - синтетический материал на основе Al2Оз подвергнутый
спеканию при 1720-1750°С. ЦМ-332, HRA 91-93, красностойкость до 1200С При
добавлении W, Мо, Ti, Ni и др. получают керметы. Хрупкость, высокая износостойкость.
Для получистовых и чистовых работ.
Алмазный инструмент. Естественные (А), искусственные (С) алмазы марок АСО, АСР,
АСК, АСМ, АСН. Хрупкость 0,2-0,8 карата. V - 100 м/мин.
Проходные 1-3 для обтачивания наружных цилиндрических и конических поверхностей; подрезные 4 для обтачивания плоских торцовых поверхностей; расточные 5 для растачивания сквозных и 6 для глухих отверстий; отрезные 7 для разрезания заготовок; резьбовые 8 для нарезания наружных и внутренних резьб; лопаточные 9 для чистовой обработки; фасонные круглые 10 и призматические 11 для обтачивания фасонных поверхностей, прорезные для обтачивания кольцевых канавок, галтельные для обтачивания переходных поверхностей по радиусу и др.
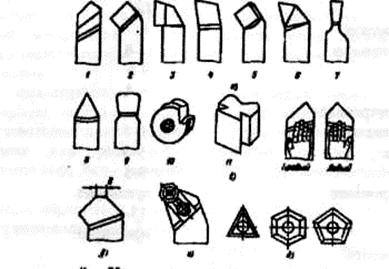
По характеру обработки черновые, получистовые, чистовые и чистовые лопаточные
По Форме рабочей части - прямые, отогнутые, оттянутые и изогнутые.
По способу изготовления - целые, с приваренной или припаянной пластиной; со сменными пластинами.
По роду материала - из быстрореза, с пластинками из твердого сплава, минера-локерамики, с кристаллом алмаза Широко применяются резцы с многогранными непе-ретачиваемыми пластинами.
Различают по направлению подачи: левые и правые.
По размеру крепежной части.
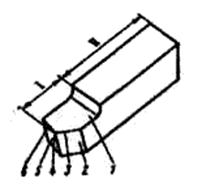
Токарный прямой проходной резец: I-рабочая часть,II-стержень Стержень может иметь
квадратную или прямоугольную форму Рабочая часть резца выполняет работу резания
|
1. Передняя поверхность - поверхность, по которой сходит стружка.
2.Задние поверхности - обращенные к обрабатываемой заготовке.
3 Главная режущая кромка образуются пересечением главной задней и передней поверхностей.
4.вершина резца - место сопряжения главной и вспомогательных режущих кромок Вершина может быть острой, закругленной или в виде небольшой прямой.
5.Вспомогательная задняя поверхность обращена к обработанной поверхности
6.Вспомогательная режущая кромка.
Плоскость резания ПР плоскость, касательная к поверхности резания и проходящая через главную режущую кромку резца, основная плоскость ОП - плоскость параллельная продольной и поперечной подачам; главная секущая пл оскость NN; Вспомогательная секущая плоскост ь 
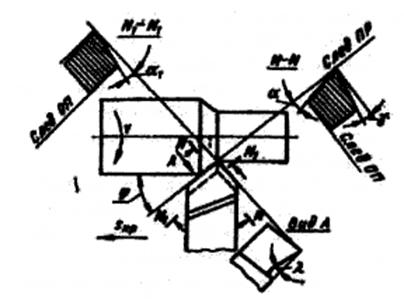
Главные углы в главной секущей плоскости.
Главный угол α –угол между главной задней поверхностью и плоскостью резания.
Угол заострения β -передней и главной задней поверхностью.
Передний угол γ- передней поверхностью и плоскостью, перпендикулярной к плоскости резания.
Угол резания δ -угол между передней поверхностью и плоскостью резания;δ<90-γ положительный, δ.>90-γ отрицательный.
Вспомогательные углы измеряются в вспомогательной плоскости.
Вспомогательный задний угод α1 – вспомогательной задней поверхности и плоскостью, проходящей через, вспомогательную режущую кромку перпендикулярно к основной.
Вспомогательный передний угол γ1- угол измеряется во вспомогательной плоскости.
Главный угол в плане φ—проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательный угол в плане φ1- формирует шероховатость поверхности –проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол наклона главной режущей кромки λ – главной режущей кромкой и плоскостью проведенной через вершину резца параллельно основной плоскости.
Угол при вершине в плане ε - проекциями главной и вспомогательной режущими кромками на основную плоскость.








