 2014-02-24
2014-02-24 362
362ПХТ основано на химическом разрушении технологического слоя, нанесенного на подложки, ионами химически активных газов, образующихся в газоразрядной плазме и обладающих большой реакционной способностью.
В качестве рабочего газа обычно используют галогеносодержащие газы, например, фреон-14 CF4.
В плазме фреона-14 образуются химически активные частицы - возбужденный атом фтора F* и положительно заряженный ион CF3+:
CF4 + e → CF3+ + F* + 2 e
Травление кремния и его соединений сопровождается реакциями:
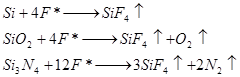
Чтобы происходило анизотропное травление, давление в реакторе должно быть не более 10 Па. Для разбавления и обеспечения требуемых параметров травления в плазму дополнительно вводят кислород, аргон, азот. Присутствие в плазме кислорода повышает скорость ПХТ и способствует очистке поверхности от органических загрязнений.
Схема реактора для ПХТ
1 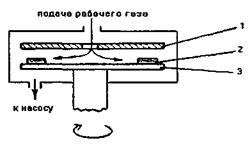 - верхний электрод
- верхний электрод
2 - п/п пластины
3 - нижний электрод
В реакторе ВЧ-полем возбуждается газоразрядная плазма между двумя параллельными электродами, расположенными на расстоянии 15 - 40 мм друг от друга. Пластины находятся в области газового разряда. Для равномерного травления подложкодержатель вращают с частотой 0,1 об./сек.
Контролируют: величину наклона профиля травления и отклонение размеров, наличие сыпи и матовости на обработанной поверхности.
Плазмохимическое удаление фоторезиста (ПХУФ)
ПХУФ - наиболее эффективный и безопасный процесс, одновременно обеспечивающий и очистку пластин.
ПХУФ выполняется в вакуумных реакторах в низкотемпературной смеси кислорода с азотом.
При t = 150 - 200° С ионы кислорода активно окисляют слой фоторезиста, образуя летучие соединения. Азот предохраняет открытые участки кремния от окисления. Длительность обработки существенно сокращается по сравнению с жидкостными методами.
Достоинства ПХУФ: Слабая зависимость процесс удаления фоторезиста от режимов задубливания; высокая чистота подложек; нетоксичность.
Недостатки ПХУФ: Невозможность удаления посторонних металлических
включений (их удаляют дополнительной обработкой пластин в растворах кислот), возможны радиационные дефекты.
Тема: Металлизация
Общие сведения о металлизации
В производстве полупроводниковых приборов и ИМС широко используются тонкие металлические пленки. Их применяют для изготовления тонкопленочных резисторов и конденсаторов, металлических дорожек (межсоединений) и контактных площадок. В зависимости от назначения элементов ИМС используют пленки из платины, золота, серебра, никеля, хрома, меди, алюминия, молибдена и др.
Процесс формирования межсоединений в ИМС складывается из двух этапов: металлизации и фотолитографии по металлической пленке.
Металлизация - это нанесение на кремниевую пластину, на которой уже сформированы структуры, сплошной металлической пленки.
Фотолитография по металлической пленке обеспечивает требуемую форму (конфигурацию) металлических дорожек, а также формирует по краю кристалла ИМС контактные площадки, необходимые для присоединения ИМС к внешним выводам корпуса.

1 кристалл ИМС
2 металлическая дорожка (межсоединение)
3 контактная площадка
4 внешний проволочный вывод корпуса ИМС
Металл, используемый для получения межсоединений, должен отвечать следующим требованиям:
1 Иметь высокую проводимость (хорошо проводить электрический ток);
2 Иметь хорошую адгезию к Si и к пленке SiО2,
3 Не подвергаться коррозии и окислению;
4 Не образовывать химических соединений с кремнием;
5 Быть прочным, дешевым.
Наиболее полно этим требованиям отвечает высокочистый алюминий (марки А 99).Наибольшее распространение получили следующие методы нанесения тонких пленок: термическим испарением материалов в вакууме, ионным распылением и ионно - термическим испарением.
Термическое испарение в вакууме
Термическое испарение обладает рядом преимуществ:
1 В высоком вакууме можно наносить особо чистые пленки;
2 Относительная простота метода и автоматизация процесса позволяет осаждать пленки с воспроизводимыми параметрами;
3 Высокие скорости роста пленки.
Термическое испарение основано на создании направленного потока пара вещества и последующей его конденсации на поверхности подложек, температура которых ниже температуры источника пара.
Схема термического испарения в вакууме
1 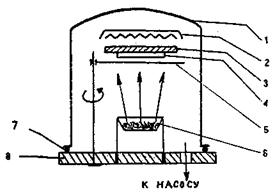 колпак
колпак
2 нагреватель
3 подложкодержатель
4 подложка
5 заслонка
6 испаритель
7 уплотнительная прокладка
8 опорная плита установки
Под колпак загружаются подложки и напыляемое вещество. Затем подколпачное пространство откачивают вакуумным насосом до давления 10-4 Па. Это обеспечивает чистоту процесса и способствует созданию сплошного потока частиц в направлении подложек. Подложки нагревают до t ~ 300°С и проводят их отжиг для того, чтобы обеспечить чистоту подложек. Затем температуру подложек снижают до 100°С.
Процесс ведется при нагретых подложках, чтобы обеспечить хорошее качество напыляемой пленки. Затем включают нагреватель напыляемого вещества и нагревают это вещество до температуры испарения.
Первая порция вещества испаряется на заслонку для того, чтобы установился равномерный поток вещества и чтобы в пленку не попали посторонние частицы.
Затем заслонка открывается и ведется напыление вещества на подложку до необходимой толщины. Толщина контролируется специальным датчиком. После проведения процесса заслонку закрывают.
Ионное распыление
Ионное распыление существенно отличается от термического испарения. При ионном распылении материалов пленка формируется в газовом разряде, процесс происходит при давлении от 1 до 102 Па и при меньшей, чем при термическом испарении, скорости роста пленки.
Схема ионного распыления.
1 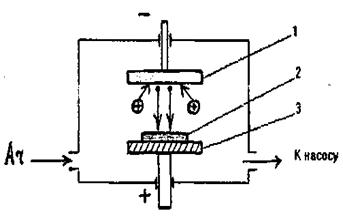 катод- мишень
катод- мишень
2 подложка
3 анод
Катод-мишень, анод и подложки размещены в рабочей камере, в которой первоначально создается вакуум 10-3 – 10-4 Па. Затем в камеру напускается инертный газ (аргон) до давления 1 - 102 Па. При подаче на электроды напряжения 1 - 5 кВ электроны с катода - мишени устремляются в сторону анода, ионизируя инертный газ, в результате чего возникает тлеющий разряд и образуется плазма. Положительные ионы плазмы, ускоряясь, устремляются к катоду-мишени, бомбардируют и распыляют ее. Атомы напыляемого материала устремляются к подложкам, расположенным на аноде, и оседают на них тонкой пленкой.
При изготовлении металлизации контролируют качество напыленной пленки металла, прочность покрытия, толщину пленки, удельное поверхностное сопротивление.
Тема: Общие сведения о технологии сборочных работ.
Разделение пластин на кристаллы.
Основными технологическими операциями сборки полупроводниковых ИМС являются: разделение пластин на кристаллы, монтаж кристаллов, подсоединение электродных выводов, герметизация.
После автоматического контроля электрических параметров готовых структур ИМС пластины разделяют на кристаллы. Для этого пластины помещают на липкие эластичные ленты и разделяют не на всю толщину, а резкой или скрайбированием наносят механически ослабляющие материал риски (царапины). На этой же ленте выполняют разламывание пластин на кристаллы, гидромеханическую очистку от загрязнений деионизованной водой, сушку, визуальный контроль. В процессе визуального контроля отсортировывают отмеченные маркерной краской забракованные по электрическим параметрам кристаллы, а также кристаллы с механическими повреждениями, отслаиваниями пленок, остатками фоторезиста и др.
При равномерном растяжении эластичной ленты кристаллы раздвигаются, что делает удобным их захват инструментом для перемещения на следующую операцию - монтаж кристаллов, т.е. подсоединение к основанию корпуса.
Для разделения пластин применяют:
1) резку дисками с внешней режущей кромкой;
2) резку стальными полотнами;
3) резку проволокой;
4) скрайбирование алмазным резцом;
5) лазерное разделение.
В промышленном производстве применяется в основном резка дисками с внешней режущей кромкой. Она высокопроизводительна, позволяет разделять толстые, а следовательно большого диаметра, пластины, а также диэлектрические подложки, обеспечивает воспроизводимые размеры и форму кристаллов со строго вертикальными боковыми гранями, а также большой выход годных структур, достигающий 98-100 %
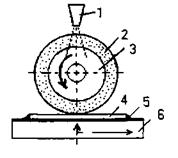 Схема резки диском с внешней алмазосодержащей режущей кромкой.
Схема резки диском с внешней алмазосодержащей режущей кромкой.
1 сопло подачи смазывающе-охлаждающей жидкости
2 режущая кромка диска
3 основа диска
4 разрезаемая пластина
5 клеящий материал
6 оправка (основание) для закрепления пластины.
Разламывают пластины по ослабленным рисками линиям. Известны три способа разламывания:
1 ручное разламывание цилиндрическим валиком;
2 разламывание на полусфере;
3 разламывание прокаткой между двумя цилиндрическими валиками.
В промышленном производстве применяется в основном разламывание прокаткой между двумя цилиндрическими валиками. Этот способ обеспечивает наиболее высокие производительность и качество кристаллов.
Контроль после разламывания выполняется визуально с помощью микроскопа. Отбраковывают неразделенные кристаллы, разделенные не по риске, с недопустимыми сколами, повреждениями металлизации и др.
Методы сборки.
Основными методами выполнения сборочных операций являются пайка, сварка и склеивание.
Пайка.
Пайкой называется процесс получения неразъемного соединения деталей путем нагрева и последующего охлаждения при наличии между ними промежуточного материала - припоя.
При нагреве припоя до температуры плавления между припоем и соединяемыми деталями одновременно происходят:
1) растворение соединяемых материалов в жидком припое;
2) диффузия припоя в соединяемые материалы;
3) химическое взаимодействие припоя с материалами соединяемых деталей.
При охлаждении припой кристаллизуется у поверхности соединяемых деталей, вступая с ними в прочную металлическую связь.
Для того, чтобы обеспечить качественную пайку, поверхности соединяемых деталей необходимо очистить от оксидов и загрязнений. Для этого используют канифоль.
В зависимости от температуры плавления припоев различают:
1) низкотемпературную (до 450°C) пайку, при которой используются низкотемпературные (мягкие) припои - сплавы олова со свинцом, олова с висмутом и др.
2) высокотемпературную (свыше 450°С) пайку, при которой используются высокотемпературные (твердые) припои - сплавы на основе серебра и др.
Припой дозируется в виде таблеток, дисков, шайб.
Соединение деталей выполняется встык, внахлестку, а также комбинированными способами. Прочность соединений внахлестку выше прочности соединений встык.
Достоинства пайки:
1) простота процесса;
2) относительно невысокий нагрев соединяемых деталей;
3) возможность соединения деталей сложной конфигурации;
4) после пайки можно разъединить детали без разрушения их конструкции.
Для выполнения операций сборки ИМС применяют пайку в водородных печах, электропаяльником, ультразвуком, погружением в припой, излучением и др.
Сварка.
Сваркой называется процесс получения неразъемного соединения деталей без участия припоя в результате их сближения на расстояние атомного воздействия.
Сварка отличается от пайки меньшими загрязнениями и газонасыщением мест контактирования, что обусловлено отсутствием припоя.
Для выполнения операций сборки ИМС наиболее часто применяют:
1) сварку давлением (термокомпрессионную, косвенным импульсным нагревом, ультразвуковую).
2) сварку плавлением (сдвоенным электродом, лазерную, электронно-лучевую).
Сварка давлением основана на одновременном действии температуры и давления на соединяемые детали. Детали при этом не расплавляются, а лишь увеличивается их пластичность, в результате которой между поверхностями соединяемых деталей возникает физический контакт и происходит взаимная диффузия.
Сварка плавлением основана на нагревании свариваемых деталей до температуры плавления. Материалы соединяемых деталей при этом расплавляются, а после охлаждения образуют сварной шов.
Склеивание.
Склеиванием называется процесс получения неразъемного соединения деталей с помощью клея.
Клеевые соединения не требуют сложного оборудования, легко выполняются, но не обеспечивают хорошее качество контакта. Поэтому они применяются в основном для микросхем низкой мощности.
Для операций сборки применяют клеи на основе эпоксидных смол, полиимида и др.
Этапы сборки.
I. Монтаж кристаллов.
Монтаж кристалла (посадка кристалла в корпус) - это подсоединение ИМС к основанию корпуса рабочей поверхностью вверх.
Требования, предъявляемые к монтажу кристаллов:
1) обеспечение высокой механической прочности соединений;
2) обеспечение хорошего теплоотвода от ИМС;
3) обеспечение хорошей электропроводности соединений;
4) температуры и сжимающие усилия при выполнении монтажа не должны нарушать ранее полученные соединения, ухудшать параметры ИМС, разрушать их механическую целостность.
Монтаж кристаллов осуществляют методами пайки или склеивания.
II. Подсоединение электродных выводов.
После подсоединения кристалла к основанию корпуса следует соединение контактных площадок ИМС с внешними выводами корпуса.
Эти соединения осуществляют в основном с помощью проволочного монтажа. Для проволочного монтажа используют проволочки из золота, алюминия, сплавов алюминий-кремний, алюминий - магний.
Основные особенности электродных соединений:
1) большая разница толщин соединяемых объектов;
2) сложность точного совмещения из-за малых размеров соединяемых объектов;
3) большой объем индивидуальных проволочных подсоединений;
4) высокий процент отказов ИМС из-за дефектов соединений.
Для присоединения электродных выводов применяют термокомпрессионную сварку ("клином" внахлестку, "шариком" встык), сварку с косвенным импульсным нагревом, сварку сдвоенным электродом, ультразвуковую сварку, лазерную сварку.
Достоинства проволочного монтажа:
1) возможность визуального контроля качества соединений;
2) способность проволочных соединений передавать значительные мощности;
3) хорошая освоенность производством способов сварки проволочных контактов.
III. Герметизация.
Герметизацию проводят для полной изоляции кристаллов ИМС от окружающей среды, содержащей влагу и активные вещества, способные вызвать коррозию, химические взаимодействия и, в результате, привести к выходу ИМС из строя.
Герметизация бывает корпусная и бескорпусная.
При корпусной герметизации предварительно изготавливают элементы корпусов -основания с изолированными выводами, крышки и вспомогательные детали.
После монтажа кристалла (посадки кристалла в корпус) и подсоединения электродных выводов к основанию корпуса присоединяют крышку, в результате чего образуется замкнутый объем.
Соединение крышки с основанием корпуса осуществляют методами сварки, пайки и склеивания (метод выбирают в зависимости от конструкции, типа и размера корпуса).
Корпуса бывают: металлостеклянные, металлокерамические, стеклянные, керамические, пластмассовые.
При бескорпусной герметизации процесс герметизации совмещен с формированием корпуса (т.е. корпус заранее не изготавливают). При этом методе свободное пространство между элементами ИМС заполняют полимеризующимся электроизоляционным составом (компаундом), который при затвердении образует монолитную оболочку. Компаунды изготавливают на основе эпоксидных или полиэфирных смол.
Бескорпусную герметизацию выполняют обволакиванием герметиком, заливкой полимером, литьевым прессованием.
Тема: Испытания. Заключительные операции.
Испытания. Заключительные операции.
После герметизации ИМС проводят электрические, механические, климатические и радиационные испытания. Необходимость этих испытаний обусловлена наличием скрытых дефектов в ИМС из-за использования материалов или технологических режимов, не отвечающих нужным требованиям, из-за несовершенства конструкции ИМС и т.п.
В процессе испытаний ИМС со скрытыми дефектами отбраковываются, и тем самым гарантируется надежность ИМС в условиях эксплуатации.
Надежность любого устройства характеризуется свойством этого устройства сохранять значения установленных параметров функционирования в определенных пределах, соответствующих заданным условиям эксплуатации, хранения и транспортировки.
Показатели надежности - безотказность, долговечность, сохраняемость, срок службы.
Электрические испытания служат для проверки работоспособности ИМС, стабильности параметров ИМС в различных режимах. ИМС включают в электрическую схему, подавая на выводы ИМС максимальные напряжения и пропуская максимально допустимые токи, а затем выдерживают заданное время. Электрические испытания проводят на специальных стендах, обеспечивающих контроль и регистрацию параметров по заданной программе.
При механических испытаниях ИМС проверяют на вибропрочность, ударную прочность, воздействие линейных нагрузок. Электрические параметры ИМС контролируют после испытаний.
Климатические испытания включают проверку на теплоустойчивость, холодоустойчивость при эксплуатации и транспортировке, влагоустойчивость, устойчивость к пониженному и повышенному атмосферному давлению, воздействию морского тумана.
Радиационные испытания проводят для определения радиационной стойкости изделий, для чего ИМС подвергают воздействию заданной дозы рентгеновского или гамма - излучения, а также потока нейтронов. Электрические параметры ИМС контролируют после испытаний.
Для контроля качества ИМС проводят:
а) приемо-сдаточные испытания, контролируя качество каждой предъявляемой
к сдаче партии изделий и по результатам контроля принимая решение о возмож-ности ее приемки и поставки;
б) периодические испытания, служащие для периодического (в определенные сроки) контроля качества изделий и подтверждения стабильности технологического процесса их изготовления за контролируемый период;
в) типовые испытания, проводимые при изменении конструкции, технологии,
материалов, оборудования, используемых при изготовлении данных изделий.
Особое значение имеют технологические испытания, целью которых является своевременная отбраковка потенциально ненадежных ИМС на всех этапах технологического процесса их изготовления. Технологические испытания проводят в процессе изготовления ИМС (входной контроль, межоперационный контроль) и на готовых изделиях (финишный контроль).
После прохождения всех этапов испытаний и измерений параметров выполняются заключительные технологические операции, и ИМС могут быть отправлены потребителям.
Заключительные технологические операции - это операции внешнего оформления, обеспечивающие защиту ИМС от внешних воздействий, удобство подсоединения в аппаратуру, а также дающие информацию о типе ИМС и внешнее эстетическое оформление.
К заключительным операциям относятся:
нанесение гальванического покрытия, окраска, маркировка, лакировка, облуживание, упаковка.
Список рекомендуемой литературы
по курсу "Общая технология производства полупроводниковых приборов".
1. Малышева И.А. Технология производства интегральных микросхем, М., Радио и связь, 1991
2. Парфенов О.Д. Технология микросхем, М., Высшая школа, 1986
3. Козырь И.Я., Горбунов Ю.И., Чернозубов Ю.С., Пономарев А.С. Общая технология, М., Высшая школа, 1989
4. Никифорова - Денисова С.Н. Механическая и химическая обработка, М.,
Высшая школа, 1989
5. Никифорова - Денисова С.Н., Любушкин Е.Н. Термические процессы, М.,
Высшая школа, 1989
6. Минайчев В.Е. Нанесение пленок в вакууме, М., Высшая школа, 1989
7. Мартынов В.В., Базарова Т.Е. Литографические процессы, М., Высшая школа, 1990
8. Семенов Ю.Г. Контроль качества, М., Высшая школа, 1990
По темам курса:
1. Введение: [3] - стр. 5-8, 210-214
2. Охрана труда и основы ЭВГ: [2] - стр. 32-38
[6] - стр. 100-106
[7] - стр. 118-127
3. Контрольно-измерительные приборы: материал производственного обучения
4. Оптические приборы: материал производственного обучения
5. Механическая обработка: [1] - стр. 50-70
[3] - стр. 20-30
[4] - стр. 5-8
6. Планарная технология: [1] - стр. 28-32
[2]-стр.6-9
7. Химическая обработка: [1] - стр. 70-83
[4] - стр. 45-64
8. Эпитаксия: [1] - стр. 174-184
[3] - стр. 35-39
9. Окисление: [1] - стр. 151-160
[5] - стр. 5-19
10. Осаждение пленок нитрида кремния и поликремния: [1] - стр. 160-162
[5] - стр. 22-33, 39-46
11. Фотолитография: [1] - стр. 98-121
[7] - стр. 5-44, 49-64
12. Изготовление фотошаблонов: [7] - стр. 64-68
13. Диффузия: [1] - стр. 187-197
[3] - стр. 50-57
[5] - стр. 47-63
14. Ионное легирование: [1] - стр. 198-204
15. ПХО и ПХТ: [1] - стр. 89-93,162-163
[4] - стр. 64-70
[5] - стр. 19-21
[6] - стр. 16-20, 42-44
[7] - стр. 44-48
16. Металлизация: [1] - стр. 141-151
[2] - стр. 82-87
[3] - стр. 57-66
[6] - стр. 11-15
17. Общие сведения о технологии сборочных работ: [1] - стр. 267-286, 290-302
[3] - стр. 155-170
18. Испытания. Заключительные операции: [1] - стр. 305-306
[3] - стр. 203-210
[8] - стр. 83-95








