 2014-02-09
2014-02-09 674
674Лекция N 2
Контрольные вопросы
- В чем заключается роль инженеров в обеспечении БЖД на производстве.
- Что такое риск в производственной деятельности человека?
- Что такое приемлемый риск и как можно им управлять?
- Постройте дерево происшествий при поражении человека электрическим током и при пожаре.
§ 1. Структурная схема МЗУ, классификация и основные виды
Простейшее МЗУ состоит из емкости с запасом полностью или частично ориентированных заготовок и питателя, предназначенного для поштучной выдачи заготовок (предметов обработки) из емкости МЗУ потребителю.
В зависимости от используемого технологического оборудования (ТО) поштучная выдача ориентированных заготовок может осуществляться либо в рабочую зону станка (ТО металлообработки с постоянным технологическим циклом), либо в промежуточный лоток-накопитель ТО (автоматизированное механосборочное производство).
В любом случае используются так называемые питатели, обеспечивающие с помощью встроенных в них механизмов поштучную отсечку заготовок от общей массы на выходе из емкости, при необходимости их переориентирование и захват с последующим перемещением в рабочую зону ТО.
В случае если к МЗУ предъявляется только одно основное требование,- выдача ориентированных заготовок в лоток-накопитель станка (последний обычно управляет работой МЗУ), его питатель состоит из одного устройства, называемого механизмом поштучной выдачи заготовок (МПВ).
Различают МПВ простого и двойного действия: первые с помощью отсекателя обеспечивают поштучную выдачу заготовок в один прием, вторые,- в два приема, отделяя сначала заготовку от общего потока, а затем досылая ее в лоток-накопитель ТО (последние применяют в тех случаях, когда заготовки в емкости склонны в слипанию или сцеплению друг с другом).
Отсекатели МПВ могут иметь самую различную конструкцию, в частности, в виде звездочки, зубчатого барабана, рычага и др., и иметь прерывистое или непрерывное вращение, что обеспечивает требуемую производительность загрузочного устройства.
Емкость для запаса ориентированных заготовок, называемая в зависимости от формы исполнения магазином, лотком-питателем или бункером должна обеспечивать перемещение в заданном направлении всего обьема заготовок (деталей). Для большинства заготовок в форме тел качения, (в том числе осей, колец, втулок, шаров и т.п.) искомое движение к выходу из емкости (в зону действия питателя) обеспечивается самотеком, т.е. под действием собственного веса, при условии их упорядочного расположения в емкости.
Самотечные МЗУ с ориентированной укладкой заготовок рекомендуется использовать для несцепляющихся заготовок, которые при укладке в штабель занимают одно из устойчивых положений, например, с взаимно-параллельными осями (тела вращения), либо плоскопараллельное,- для заготовок типа дисков или шайб, при этом выдача таких заготовок из магазина производится обычно снизу через специальный элемент конструкции магазина – лоток.
Однако, для деталей более сложной формы, особенно склонных к слипанию, потере исходной ориентации при закладке в бункер и т.п., направленное перемещение потока заготовок в емкости следует обеспечивать принудительно, при этом их поштучная выдача из емкости выполняется чаще всего с помощью специальных захватов (вакуумных, механических, магнитных, см ниже, лекц. N), и реже, с помощью МПВ двойного действия. Конструкция таких МЗУ более сложная и будет рассмотрена ниже на примере устройства загрузки стеклянных корпусов ЭВП с автооператором (см рис.3.5).
Разновидностью самотечных магазинов являются более простые лотковые магазинные устройства, в которых заготовки сразу располагают в лотке в один ряд, их поштучная выдача осуществляется через лоток в днище емкости с помощью механизма поштучной выдачи.
На рис.2.1 представлено МЗУ с лотковым магазином и питателем, предназначенным для загрузки-выгрузки штучных заготовок в шпиндель токарного автомата. 
Оно состоит из магазина-лотка 1 с однорядно ориентированными заготовками типа стержней, шибера 2 с призматической проточкой (для удержания заготовки), кулачково-рычажного механизма с распредвалом и со сбрасывателем 3 обработанных заготовок в поддон станка, шпиндельного узла 4-6 станка и устройства 7 поштучной выдачи заготовок, состоящего из рычажного отсекателя, управляемого от упора, расположенного на шибере 2. Последний
выполнен в виде качающегося двухплечего рычага со стержнями 8, последовательно отсекающими заготовку в лотке за двойной ход шибера 2.
Соориентированная заготовка из положения загрузки “1” переводится в рабочую зону станка (положение “11”) с помощью шибера 2, где осевым толкателем (на рис. не показан) досылается в шпиндель 4 автомата для обработки.
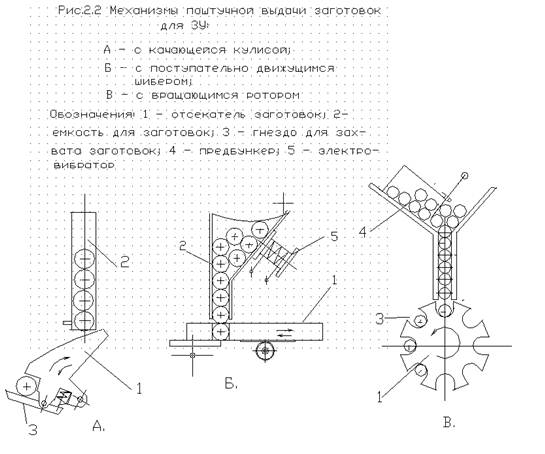
На рис.2.2 а,б,в представлены варианты МЗУ с механизмами поштучной выдачи, выполненными в виде:
- качающейся кулисы,- шибера 3 с элементами 4 захвата заготовок (рис.2.2а);
- вращающегося ротора (рис.2.2б);
- линейно перемещающегося шибера (рис.2.2в).
Конструктивными средствами, повышающими надежность подачи заготовок в МЗУ, могут быть:
- применение вибрации (см рис.2.2б, поз.4), снижающей трение между заготовками и емкостью, тем самым исключается зависание заготовок в лотке из-за образования “сводов” заготовок;
- использование предбункеров, уменьшающих давление штабеля заготовок на нижний слой заготовок, выходящих из лотка (см рис.2.2в, поз.1,2).
Структурная схема МЗУ (при самотечной подаче) представлена на рис.2.3. и содержит (в зависимости от типа основного технологического оборудования) емкость (Б) и питатель (П), функционально связанный со станком и состоящий из набора механизмов и устройств (в зависи мости от применения в различном ТО). 
МЗУ с принудительной подачей заготовок предусматривают упорядочное перемещение всего массива заготовок или деталей по лотку или емкости внешними устройствами и поэтому конструктивно более сложны, чем рассмотренные выше, однако располагают и большими функциональными возможностями (в частности, обеспечивают выдачу заготовок снизу вверх).
Для плоских, осесимметричных деталей применяют, например, шахтное магазинное устройство (рис.2.4), которое обеспечивает выдачу заготовок снизу вверх с поддержанием постоянства верхнего положения заготовки перед выдачей. Базирование заготовок в шахтном магазине осуществляется по элементам внешнего контура (см вид А-А рис.2.4), а движение пакета заготовок обеспечивается пружинно-рычажным механизмом.
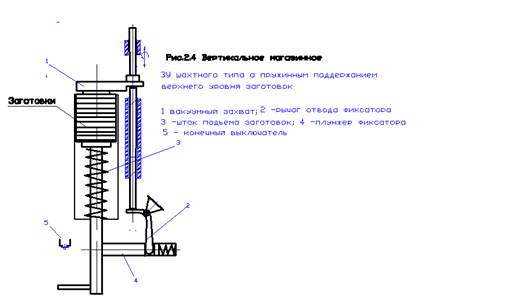
Пружину 7 подьема следует выбирать из условия ограничения осевой нагрузки при наличии полного пакета заготовок в шахте и незначительного усилия при разгрузке магазина:
- рекомендуемые предельные значения усилий сжатия пружины
(наибольшее/наименьшее)
[ mшт + (1,2 y 1,7) mзаг] g
[ mшт + (0,2 y 0,3) mзаг] g,
где: mшт – масса штока, поддерживающего пакет заготовок, и
связанных с ним деталей устройства; mзаг – масса полного
пакета заготовок; g – ускорение силы тяжести.
В исходном положении шток, поддерживающий пакет заготовок, зажат пружиной 9 через плунжер 4. При опускании захвата 1 в положение захвата заготовки (см рис.2.4) плунжер отводится рычажной системой от штока и под действием пружины 3 поджимает верхнюю деталь к опорной поверхности захвата.
Последующее удержание заготовки магнитной или вакуумной головкой захвата обеспечивает ее перемещение в нужном направлении вместе с захватом.
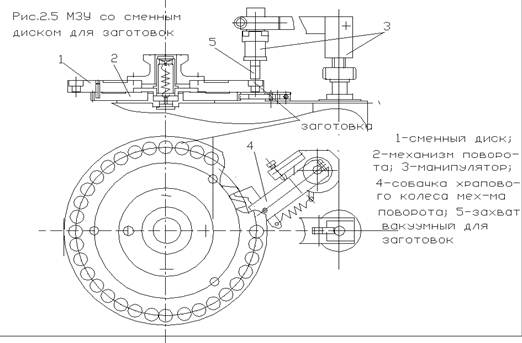
Для загрузки сложных по форме предметов обработки (деталей или узлов), которые в силу сцепляемости нельзя располагать вплотную (например, стеклянные ножки вакуумных приборов), целесообразно применять МЗУ c расположением транспортируемых элементов в гнездах, поворотной сменной кассеты 1, выполняющей функцию магазина, рис.2.5. Дискретный привод поворота кассеты выполнен в виде храпового механизма с поступательно движущемся от внешнего привода храповиком 4 (время срабатывания храпового механизма не более 1,5секунды). Питатель 3 выполнен в виде манипулятора с вакуумным захватом 5, и действует по жесткой программе синхронно с работой технологической машины (в частности, полуавтомата заварки ножек ЭВП).Сменность кассет позволяет сократить вспомогательное время на загрузку МЗУ. Число гнезд в кассете на действующем оборудовании –50, если те же гнезда расположить по спирали, задав манипулятору дополнительное перемещение, вместимость магазина может быть увеличена до 200 единиц.
Отдельный подкласс среди МЗУ составляют устройства для подачи заготовок (деталей и узлов) между технологическими машинами, участками и цехами. Их отличают большая протяженность, сложность трассы транспортировки предметов обработки, наличие на трассе накопительных участков, а также различных по виду средств захвата и подачи изделий в зоны обработки.
На рис. 2.6 представлена схема замкнутого цепного транспортер а с накопительным участком 4 (большой емкости) и участком 5 технологической обработки, включающем загрузку-выгрузку заготовок. Особенностью рассматриваемого варианта является наличие приводной пластинчато-шарнирной цепи, звенья которой снабжены средствами для крепления транспортируемых заготовок.
Важным является вопрос определения размеров магазина МЗУ и количества одновременно загружаемых заготовок, поскольку связан с критерием безостановочности работы ЗУ, влияющим на производительность основного технологического оборудования.
При проектировании МЗУ обычно стремятся к тому, чтобы минимальное время безостановочной выдачи заготовок составляло не менее 0.5 часа, учитывая при этом удобство обслуживания и то, что максимальное время работы МЗУ (до повторной загрузки) обычно имеет ограничения в связи с увеличением габаритов емкости, рассчитываемой исходя из размеров заготовок.
Итак, в заключении отметим основные особенности МЗУ:
- сосредоточение запаса полностью или частично ориентированных заготовок (предметов обработки) в магазине с возможностью направленного перемещения в заданном направлении под действием сил тяжести или принудительно;
- поштучная выдача заготовок путем отсекания одной заготовки от общего числа с подачей ее в технологическую машину с помощью питателя;
- обеспечение синхронизации работы питателя МЗУ с технологической машиной.
В следующей лекции рассмотрим основы выбора конструктивных параметров бункеров и лотков для ориентированных заготовок, обеспечивающих самотечное движение заготовок (в режимах качения и скольжения), и основные зависимости для определения производительности бункерных и магазинных загрузочных устройств.








