 2014-02-09
2014-02-09 1494
1494Влияние жесткости технологической системы станка. Как уже указывалось, частота колебаний не зависит ни от режима резания, ни от геометрии инструмента, а определяется жесткостью и массой системы станка. Чем выше жесткость системы, тем меньше условий для возникновения вибраций. Если меньше вылет резца, шпинделя с патроном, пиноли задней бабки, то жестче система, реже вибрации и, наоборот, чем больше вылет резца или пиноли задней бабки и шпинделя, тем больше возможностей появления и увеличения вибраций. Так, добавление наружных опор в виде люнетов, подвижных и неподвижных, при обточке длинных прутков (валиков) значительно увеличивает жесткость системы — вибрации прекращаются. Для устранения вибраций при растачивании в конструкциях расточных скалок применяются демпферы различных форм и типов.
Для уменьшения вибраций точного оборудования применяются амортизаторы или виброизолирующие фундаменты. Это особенно необходимо, если около точного оборудования работает кузнечное или прессовое.
Влияние механических свойств на вибрацию. При обработке вязких сталей вибрации больше, при обработке чугунов—меньше. При увеличении твердости и прочности обрабатываемого материала вибрации уменьшаются, при возрастании относительного удлинения и относительного сужения — увеличиваются.
Влияние режима резания. Скорость и глубина резания влияют на вибрации больше, чем подача. При увеличении скорости (до определенной величины) вибрации возрастают, а затем уменьшаются. При увеличении глубины резания вибрации (при продольном точении) растут.
Влияние геометрии резца. Чем меньше главный угол в плане  , тем интенсивнее вибрация за счет увеличения радиальной отжимающей силы Py (см. рис. 16). Аналогичное влияние, но в меньшей степени оказывает и вспомогательный угол в плане
, тем интенсивнее вибрация за счет увеличения радиальной отжимающей силы Py (см. рис. 16). Аналогичное влияние, но в меньшей степени оказывает и вспомогательный угол в плане  : чем меньше угол , тем больше вибрации. Амплитуда колебаний возрастает при увеличении радиуса закругления при вершине резца в плане.
: чем меньше угол , тем больше вибрации. Амплитуда колебаний возрастает при увеличении радиуса закругления при вершине резца в плане.
Вибрации зависят от формы передней поверхности резца. Так, дополнительно заточенная лунка R на передней поверхности резца (рис. 18) по
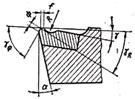
Рис. 18. Резец с виброгасящей фаской и лункой
сравнению с резцами, не имеющими такой лунки, уменьшает вибрации. Это явление, а также заточка отрицательной фаски Ф (0,1—0,3 мм) вдоль главной режущей кромки (рис. 18) используются для уменьшения вибраций.
Определение причин вибрации. Определение причин вибрации производится в определенной последовательности. Сначала проверяется жесткость технологической системы станка. Проверяется отсутствие люфтов в направляющих, регулируется натяжение клиньев, прижимных планок, проверяется надежность крепления изделия, инструмента, величины вылетов инструмента, патрона, шпинделя. Если проверка замеченных неисправностей и последующая регулировка не дали результата, проводится дальнейший поиск возможных причин. Проверяется вибрация электродвигателя привода, пульсация гидропривода, при шлифовании — биение шлифовального круга и др.
При определении источника вынужденных колебаний детали и узлы (предполагаемые виновники) последовательно исключаются из системы. Различные диагностические приборы и устройства облегчают нахождение причин вибраций и их устранение.

