 2014-02-09
2014-02-09 1104
1104Важной проблемой обработки резанием, имеющей большое практическое значение, является вибрация технологической системы станка (СПИД). Вибрация влияет на качество обработанной поверхности, увеличивает интенсивность износа инструмента я является причиной возникновения звуков высокой частоты.
Механизм вибрации при резании. Виды вибраций. Металлорежущий станок, режущий инструмент и обрабатываемая деталь — это система, имеющая большое число степеней свободы. Станок можно представить схематически в виде системы с большим количеством пружин 1, 2,.... 9 (рис. 17),
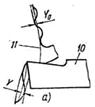
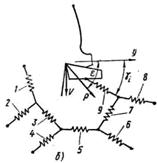
Рис. 17. Схема вибраций станка: а — изменение толщины среза, 6 — модель упругой системы станка
каждая из которых обладает определенной жесткостью, демпфирующими (гасящими) свойствами и собственными частотами колебаний.
Пружины 1, 2, 3,.... 9 уравновешивают силу резания, возникающую между резцом 10 и заготовкой 11. Импульс силы, вызывающей вибрацию, вызывает колебательные движения пружин и исключительное перемещение резца 10 и заготовки 11. Направление перемещения этого движения будет зависеть от вибрирующих элементов (пружин) данной системы.
При обработке точением в динамических условиях возможны следующие разновидности вибраций: вибрации державки резца, вибрации резцедержателя или суппорта, вибрации заготовки между центрами, крутильные колебания заготовки и шпинделя, вибрации центров и пиноли, передней или задней бабки, вибрации станины. Вибрации могут происходить в вертикальной и горизонтальной плоскостях, параллельно или перпендикулярно направлению подачи. Таким образом, заготовка или резец могут перемещаться относительно друг друга в любом направлении.
Возникновение вибраций в установившемся режиме резания может вызвать различные отклонения: скорости резания (колебания скорости резания), подачи, глубины срезаемого слоя, изменение положения режущей грани резца к поверхности заготовки (т. е. изменение переднего и заднего углов и углов наклона режущей кромки). Из теории резания известно, что любое из этих отклонений может изменить силы, действующие на вершину резца. В зависимости от направления и фазы отклонений (совпадающие или не совпадающие по времени с другими колебаниями) эти силы могут гасить возникшие колебания или возбуждать вибрации.
Обычно система, выведенная импульсом силы из равновесия, вибрирует с затуханием. Такой вид колебаний, обычно не достигающих резонансной частоты технологической системы станка, называется вынужденными колебаниями. Однако если изменение сил резания значительно и не поддается.гасящему (демпфирующему) эффекту системы, они могут вызвать рост амплитуды колебаний: устанавливается равновесие возбуждающих и гасящих сил системы, вибрации. не затухают — этот вид самовозбуждаемых вибраций называется автоколебаниями. Особенностью самовозбуждаемых вибраций является то, что их частота совпадает с одной из собственных частот технологической системы станка.
Вынужденные колебания возникают из-за периодичности действия возмущающей силы. Причинами их появления могут быть удары, прерывистый характер процесса резания, дисбаланс вращающих частей технологической системы станка, дефекты в механизмах станка, неравномерность припуска на обработку, передача вибраций станку от других машин, молотов, прессов, работающих поблизости. Устранение вынужденных колебаний не является большой трудностью. Найти источник вибраций, как правило, нетрудно. После его устранения вибрации прекращаются.
Автоколебание — явление более сложное и часто возникающее при резании металлов. Самовозбуждаемые вибрации (автоколебания) возникают при отсутствии видимых внешних причин. Причины автоколебаний кроются в самом процессе резания. Они создают переменную силу и поддерживают автоколебательный процесс. Основными причинами появления автоколебаний являются непостоянство нароста, приводящее к изменению в процессе резания угла резания и площади поперечного сечения среза, непостоянство силы трения сходящей стружки о резец и резца о заготовку, неравномерное упрочнение срезаемого слоя по его толщине.
Исследования, проведенные А. И. Кашириным, А. П. Соколовским, Л. К. Кучмой и другими, показали, что частота колебаний не зависит ни от режима резания, ни от геометрии инструмента, а определяется жесткостью и массой технологической системы станка, возрастая при увеличении жесткости и уменьшении массы. В то же время амплитуда колебаний в отличие от частоты зависит не только от массы и жесткости колебательной системы, но и от рода обрабатываемого материала, геометрических параметров инструмента и режима резания. Постоянство частоты и переменность амплитуды колебаний при изменении условий резания свидетельствует об автоколебательной природе колебаний.

