 2014-02-12
2014-02-12 2391
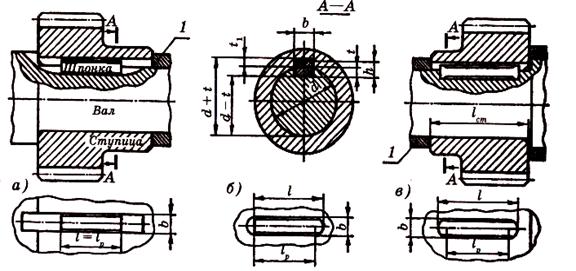
2391Шпоночные соединения состоят из вала, шпонки и ступицы колеса (шкива или другой детали). Шпонка представляет собой стальной брус, вставляемый в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы у вала получаются фрезерованием дисковыми или пальцевыми фрезами, а в ступице – долблением или протягиванием.
Достоинства:
1) простота и надежность конструкции;
2) низкая стоимость;
3) простота сборки и разборки.
Недостаток: шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали.
| Исполнение 3 Исполнение 2 Исполнение 1 Рис. 5.1. Соединение призматическими шпонками |
Ослабление вала обусловлено не только уменьшением его сечения, но и появлением концентрации напряжений изгиба и кручения, вызванной шпоночным пазом.
 |
Исполнение 3 Исполнение 2 Исполнение 1
Рисунок 5.1 – Соединение призматическими шпонками.
Разновидности шпоночных соединений. Все шпоночные соединения подразделяются на ненапряженные и напряженные. Ненапряженные соединения получаются при применении призматических (рисунок 5.1) и сегментных (рисунок 5.2) шпонок. Эти соединения называют ненапряженными, так как при сборке не возникает предварительных напряжений. Напряженные соединения получаются при применении клиновых (рисунок 5.3) и тангенциальных (рисунок 5.4) шпонок. При сборке соединений в их деталях возникают предварительные (монтажные) напряжения.
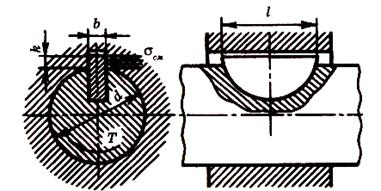
Рисунок 5.2 – Соединение сегментной шпонкой
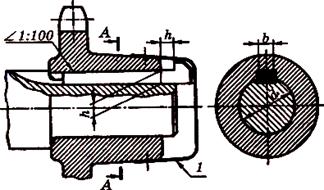
Рисунок 5.3 – Соединение клиновой шпонкой
A-A
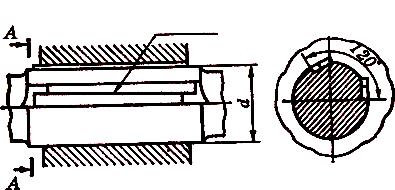
Рисунок 5.4 – Соединение тангенциальными шпонками
Соединения призматическими шпонками. Конструкции соединений призматическими шпонками изображены на рисунке 5.1. Рабочими являются боковые, более узкие, грани шпонок высотой h. Размеры сечений шпонок и пазов принимают в зависимости от диаметра вала d по ГОСТ 23360-78 (таблица 5.1).
Таблица 5.1 – Призматические шпонки. Размеры в мм
| Диаметр вала d | Сечение шпонки | Глубина паза | Длина l | |||
| свыше | до | b | h | вала t | cтупицы t1 | |
| 3 | 2,3 | 10...56 | ||||
| 3,5 | 2,8 | 14...70 | ||||
| 3,3 | 18...90 | |||||
| 5,5 | 3,8 | 22...110 | ||||
| 4,4 | 28...140 | |||||
| 7,5 | 4,8 | 36...160 | ||||
| 5,4 | 45...180 | |||||
| 6,5 | 50... 200 |
Примечание. Длины шпонок выбирают из ряда: 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160;180; 200.
По форме торцов различают шпонки со скругленными торцами – исполнение 1 (рисунок 5.1, в), с плоскими торцами – исполнение 3 (рисунок 5.1, а) и с одним плоским, а другим скругленным торцом – исполнение 2 (рисунок 5.1, б). Шпонки исполнения 1 рекомендуются для более точных соединений.
Призматические направляющие шпонки с креплением на валу применяют в подвижных соединениях для перемещения ступицы вдоль вала (рисунок 5.5).
Среднее резьбовое отверстие в шпонке служит для того, чтобы в него можно было ввернуть винт и извлечь шпонку из паза вала. При большом перемещении детали вдоль вала применяют скользящие шпонки (рисунок 5.6).
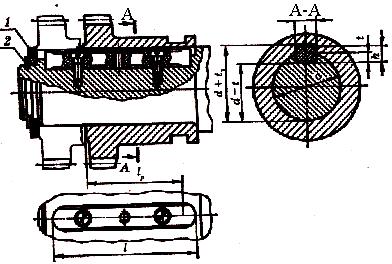
Рисунок 5.5 – Соединение призматической направляющей шпонкой:
1 – кольцо упорное;
2 – кольцо пружинное
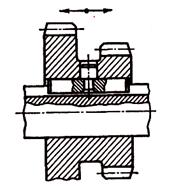
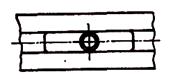
Рисунок 5.6 – Соединение призматической скользящей шпонкой
Соединения сегментными шпонками. Сегментные шпонки (рисунок 5.2) так же, как и призматические, работают боковыми гранями и образуют ненапряженное соединение. Их применяют при передаче небольших крутящих моментов. Сегментные шпонки (ГОСТ 24071-80) и пазы для них просты в изготовлении, удобны при монтаже и демонтаже. Широко применяются в серийном и массовом производствах.
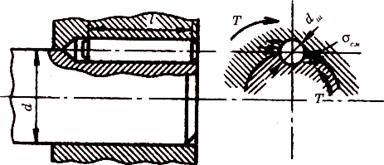 |
Соединения цилиндрической шпонкой. Цилиндрическую шпонку (рисунок 5.7) используют для закрепления деталей на конце вала. Отверстие под шпонку сверлят и обрабатывают разверткой после посадки ступицы на вал. При больших нагрузках ставят две или три цилиндрические шпонки, располагая их под углом 180° или 120°. Цилиндрическую шпонку устанавливают в отверстие с натягом. В некоторых случаях шпонке придают коническую форму.
Рисунок 5.7 – Соединение цилиндрической шпонкой
Соединения клиновыми шпонками. Клиновые шпонки (рисунок 5.3) имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют пазы в ступицах. Клиновые шпонки изготовляют по ГОСТ 24068-80. Головка служит для выбивания шпонки из паза. По правилам техники безопасности выступающая головка должна иметь ограждение (1 на рисунке 5.3).
Клиновые шпонки забивают в пазы, в результате создается напряженное соединение, которое передает не только крутящий момент, но и осевое усилие. Эти шпонки не требуют стопорения ступицы от продольного перемещения вдоль вала. При забивании клиновой шпонки в соединении возникают распорные радиальные усилия, которые нарушают центрирование детали на валу, вызывая биение. Клиновые шпонки работают широкими гранями. По боковым граням имеется зазор.
Соединения клиновыми шпонками применяют в тихоходных передачах. Они хорошо воспринимают ударные и знакопеременные нагрузки.
Соединения тангенциальными шпонками. Тангенциальные шпонки (рисунок 5.4) состоят из двух односкосных клиньев с уклоном 1:100 каждый. Соединения тангенциальными шпонками применяют в тяжелом машиностроении при больших динамических нагрузках.
Изготавливаются по стандартам (ГОСТ 24069-80 и 24070-80), охватывающим два вида соединений: шпонки тангенциальные, нормальные для валов диаметром 60 – 1000 мм и усиленные для валов диаметром 100 – 1000 мм. Работают узкими гранями. Вводятся в пазы ударом. Создают напряженное соединение. Натяг между валом и ступицей создается в касательном (тангенциальном) направлении. При реверсивной работе ставят две пары тангенциальных шпонок под углом 120°. В современном производстве имеют ограниченное применение.

