 2015-01-30
2015-01-30 443
443- состоит из 2х основных частей
а) источник тока
б) проволокоподающее устройство
Таким образом, механизированной является лишь одна операция – подача сварочной проволоки в зону дуги, а перемещение дуги для образования шва сварщик производит в ручную.
Проволокоподающее устройство
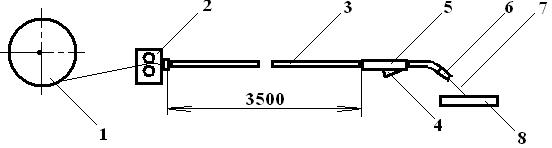
Автоматическая подача проволоки с катушки (1) осуществляется подающим механизмом (2) состоящим из электродвигателя и ведущего и прижимного ролика через шланг (3) состоящий из проволочной спирали с оплеткой в резиновой оболочке. Держатель (5) оборудован кнопкой включения (4) подачи проволоки и открывания клапана подачи  газа для защиты металла шва от примесей.
газа для защиты металла шва от примесей.
На выходе из держателя проволока проходит через токосъемный канал и мундштук (6). Между сварочной проволокой (7) и деталью (8) возбуждается сварочная дуга.
- в зависимости от места расположения подающего механизма, полуавтоматы делятся на 3 типа:
а) тянущего – находится между держателем и шлангом
б) толкающего – между катушкой и шлангом
в) тянуще-толкающего – в двух местах
- в зависимости от назначения на 5 типов:
а) стационарные – все в одном корпусе
б) передвижные – проволокоподающее устройство находится на тележке
в) переносные – проволокоподающее устройство максимально облегчено
г) ранцевого типа – для сварки в условиях монтажа
д) специализированные – для определенных операций
- Вылет сварочной проволоки (расстояние от токосъемника до детали) зависит от Ø эл.
| Ø проволоки, мм | 0,5 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
| вылет, мм | 5-8 | 6-12 | 7-13 | 8-15 | 13-20 | 15-25 |
Если вылет проволоки  - разбрызгивание металла
- разбрызгивание металла
Если вылит  - подгорает токосъемный наконечник
- подгорает токосъемный наконечник
Режимы сварки в пространственных положениях также меняются как у PDC








