 2015-01-30
2015-01-30 3340
3340Продолжительность нагрева должна обеспечить прогрев изделия по сечению и завершение фазовых превращений, но не должна быть слишком большой, чтобы не вызвать роста зерна и обезуглероживания поверхностных слоев стали.
Общая продолжительность нагрева τобщ = τс.п. + τи.в, где τс.п. – продолжительность сквозного прогрева до заданной (конечной) температуры, обусловленная формой и размером изделий, их расположением, типом печи, составом и свойствами стали и т. д.; τи.в. – продолжительность изотермической выдержки при данной температуре, не зависящая от формы и размера изделия и определяемая только составом и исходным состоянием стали.
Охлаждающие среды для закалки. Охлаждение при закалке должно обеспечить получение структуры мартенсита в пределах заданного сечения изделия (определенную прокаливаемость) и не должно вызывать закалочных дефектов: трещин, деформаций, коробления невысоких растягивающих остаточных напряжений в поверхностных слоях.
Наиболее желательна высокая скорость охлаждения (выше критической скорости закалки) в интервале температур Ас1 – Мн для подавления распада переохлажденного аустенита в области перлитного и промежуточного превращений и замедленное охлаждение в интервале температур мартенситного превращения Мн – Мк. Высокая скорость охлаждения в мартенситном интервале температур нежелательна, так как ведет к увеличению уровня остаточных напряжений и даже к образованию трещин. В то же время слишком медленное охлаждение в интервале температур Мн – Мк может привести к частичному отпуску мартенсита и увеличению количества остаточного аустенита вследствие его стабилизации, что снижает твердость стали.
Чаще для закалки используют кипящие жидкости – воду, водные растворы щелочей и солей, масла (табл. 5). При закалке в этих средах различают три периода:
1) пленочное кипение, когда на поверхности стали образуется паровая рубашка; в этот период скорость охлаждения сравнительно невелика;
2) пузырьковое кипение, наступающее при полном разрушении паровой пленки, наблюдаемое при охлаждении поверхности до температуры ниже критической; в этот период происходит быстрый отвод теплоты;
3) конвективный теплообмен, который отвечает температурам ниже температуры кипения охлаждающей жидкости; теплоотвод в этот период происходит с наименьшей скоростью.
В табл. 5 приведены примерный температурный интервал пузырькового кипения и относительная интенсивность охлаждения всередине этого интервала для различных охлаждающих сред.
Таблица 5
Характеристика различных закалочных сред
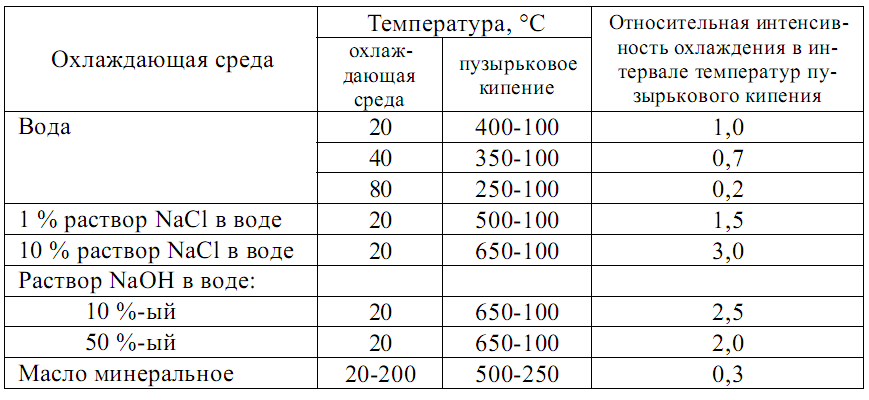
При закалке углеродистой и некоторых низколегированных сталей, имеющих малую устойчивость переохлажденного аустенита, в качестве охлаждающей среды применяют воду и водные растворы NaCl или NaOН.
При закалке в водных растворах паровая рубашка разрушается почти мгновенно и охлаждение происходит более равномерно и в основном протекает на стадии пузырькового кипения. Увеличение охлаждающей способности достигается при использовании струйного или душевого охлаждения, широко применяемого, например, при поверхностной закалке.
Для легированных сталей, обладающих более высокой устойчивостью переохлажденного аустенита при закалке, применяют минеральное масло (чаще нефтяное).
Масло как закалочная среда имеет следующие преимущества: небольшую скорость охлаждения в мартенситном интервале температур, что уменьшает возникновение закалочных дефектов, и постоянство закаливающей способности в широком интервале температур среды (20 – 150° С).
Закаливаемость и прокаливаемость стали. Под закаливаемостью понимают способность стали повышать твердость в результате закалки. Закаливаемость стали определяется в первую очередь содержанием в стали углерода. Чем больше в мартенсите углерода, тем выше его твердость. Легирующие элементы оказывают относительно небольшое влияние на закаливаемость.
Под прокаливаемостью понимают способность стали получать закаленный слой с мартенситной или тростито-мартенситной структурой и высокой твердостью на ту или иную глубину.
Прокаливаемость определяется критической скоростью охлаждения, зависящей от состава стали. Если действительная скорость охлаждения в сердцевине изделия будет превышать критическую скорость закалки υк, то сталь получит мартенситную структуру по всему сечению и тем самым будет иметь сквозную прокаливаемость.
Если действительная скорость охлаждения в сердцевине будет меньше Vк, то изделие прокалится только на некоторую глубину и прокаливаемость будет неполной. В этом случае в сердцевине произойдет распад аустенита с образованием пластинчатой феррито-карбидной структуры (тростита, сорбита или перлита).
За глубину закаленного слоя условно принимают расстояние от поверхности до полумартенситной зоны (50 % мартенсита + 50 % тростита). Диаметр заготовки, в центре которой после закалки в данной охлаждающей среде образуется полумартенситная структура, называют критическим диаметром Dк. Критический диаметр определяет размер сечения изделия, прокаливающегося насквозь, т. е. получающего высокую твердость, а после отпуска и высокие механические свойства по всему сечению.
Прокаливаемость тем выше, чем меньше критическая скорость закалка, т. е. чем выше устойчивость переохлажденного аустенита.
Легированные стали вследствие более высокой устойчивости переохлажденного аустенита и соответственно меньшей критической скорости охлаждения прокаливаются на большую глубину, чем углеродистые. Сильно повышают прокаливаемость марганец, хром, молибден и малые добавки бора (0,003 – 0,005 %), менее сильно влияют никель и кремний. Прокаливаемость особенно возрастает при одновременном введении в сталь нескольких легирующих элементов.
При сквозной закалке свойства стали, и в частности твердость, по всему сечению изделия одинаковы.
Способы закалки. Наиболее широко применяют закалку в одном охладителе. Такую закалку называют непрерывной. Во многих случаях, особенно для изделий сложной формы и при необходимости уменьшения деформации, применяют и другие способы закалки.
Прерывистая закалка (в двух средах). Изделие, закаливаемое по этому способу, сначала быстро охлаждают в воде до температуры несколько выше точки Мн, а затем быстро переносят в менее интенсивный охладитель (например, в масло или на воздух), в котором оно охлаждается до 200° С. В результате переноса во вторую закалочную среду уменьшаются внутренние напряжения, которые возникли бы при быстром охлаждении в одной среде (воде), в том числе и в области температур мартенситного превращения.
Закалка с самоотпуском. В этом случае охлаждение изделия в закалочной среде прерывают с тем, чтобы в сердцевине изделия сохранилось еще некоторое количество теплоты. Под действием теплообмена температура в более сильно охлаждающихся поверхностных слоях повышается и сравнивается с температурой сердцевины. Таким образом происходит отпуск поверхности стали (самоотпуск).
Закалку с самоотпуском применяют, например, для таких инструментов, как зубила, кувалды, слесарные молотки, керны, которые работают с ударными нагрузками и должны сочетать высокую твердость на поверхности с повышенной вязкостью в сердцевине.
Ступенчатая закалка. При выполнении закалки по этому способу сталь после нагрева до температуры закалки охлаждают в среде, имеющей температуру несколько выше точки Мн (≈ 180 – 250° С), и выдерживают в ней сравнительно короткое время. Затем изделие охлаждают до комнатной температуры на воздухе. В результате выдержки в закалочной среде достигается выравнивание температуры по сечению изделия, но это не должно вызывать превращения аустенита с образованием бейнита.
Мартенситное превращение протекает при охлаждении на воздухе, но менее полно, чем при непрерывной закалке, вследствие чего сталь сохраняет больше остаточного аустенита. При ступенчатой закалке уменьшаются дальнодействующие напряжения, поэтому уменьшается и закалочная деформация.
Во время фазовых превращений, в том числе и мартенситного, снижается прочность стали и повышается пластичность. Это своеобразное разупрочнение, наблюдающееся только в момент превращения (в данном случае мартенситного), используется при ступенчатой закалке для правки изделий, склонных к короблению. Правку (чаще под прессом) выполняют в период охлаждения изделий на воздухе после извлечения их из закалочной среды.
Ступенчатую закалку чаще применяют для инструмента из углеродистых сталей диаметром не более 8 – 10 мм. Скорость охлаждения более крупного инструмента в среде с температурой выше точки Мн оказывается ниже критической скорости закалки, и аустенит претерпевает распад при высоких температурах.
Изотермическая закалка. Закалку по этому способу выполняют в основном так же, как и ступенчатую, но в данном случае предусматривается более длительная выдержка выше точки Мн. При такой выдержке происходит распад аустенита с образованием нижнего бейнита. Для углеродистых сталей изотермическая закалка не дает существенного повышения механических свойств по сравнению со свойствами, получаемыми обычной закалкой и отпуском. У большинства легированных сталей распад аустенита в промежуточной области не идет до конца. Если аустенит, не распавшийся при изотермической выдержке, не претерпевает мартенситного превращения при дальнейшем охлаждении, то сталь получает структуру: бейнит + (10 – 20 %) остаточного аустенита, обогащенного углеродом. При такой структуре достигается высокая прочность при достаточной вязкости. Для многих сталей изотермическая закалка обеспечивает значительное повышение конструктивной прочности.
В качестве охлаждающей среды при ступенчатой и изотермической закалке чаще применяют расплавленные соли в интервале температур 150 – 500°С, например 55 % KNO3 и 45 % NaNO2 (или NaNO3), а также расплавленные щелочи (20 % NaOH и 80 % КОН). Чем ниже температура соли (щелочи), тем выше скорость охлаждения в ней. Поскольку расплавленные соли охлаждаются только вследствие теплоотдачи, то охлаждающая способность их возрастает при перемешивании. Добавление воды (3 – 5 %) в расплавы едких щелочей или в селитру (0,2 – 1,2 %) с помощью специального при способления при погружении в них нагретого для закалки изделия вызывает кипение и увеличение скорости охлаждения в области температур перлитного превращения. Скорость охлаждения возрастаетпри температуре 400 – 450° С в 4 – 5 раз, а при температуре 300° С –в 2 раза.
Охлаждение в расплавах едких щелочей, если предварительно детали нагревались в расплавленных солях (т.е. в солях, не вызывающих окисления), позволяет получить чистую поверхность светло-серого цвета. Закалку по этому способу называют светлой. Кривые охлаждения для различных способов закалки приведены на рис. 100.
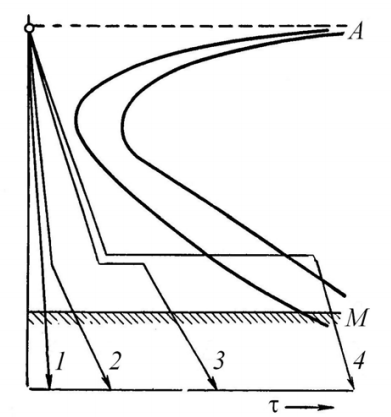
Рис. 100. Кривые охлаждения для различных способов закалки, нанесенные на диаграмму изотермического распада аустенита
Обработка стали холодом. В закаленной стали, особенно содержащей более 0,4 – 0,5 % С, у которой точка Мк лежит ниже нуля, всегда присутствует остаточный аустенит. Аустенит понижает твердость, износостойкость и нередко приводит к изменению размеров деталей, работающих при низких температурах, в результате самопроизвольного превращения его в мартенсит.
Для уменьшения количества остаточного аустенита в закаленной стали применяют обработку холодом, заключающуюся в охлаждении закаленной стали до температуры ниже нуля.
Понижение температуры до точки Мк (−30… –70° С) для большинства сталей вызывает превращение остаточного аустенита в мартенсит, что повышает твердость HRC сталей с 0,8 – 1,1 % С на 1 – 3 единицы. Однако одновременно возрастают напряжения, поэтому изделия охлаждают медленно и сразу после обработки холодом выполняют отпуск.
Выдержка стали после закалки при нормальной температуре более 3 – 6 ч стабилизует аустенит, и поэтому он менее полно превращается в мартенсит при дальнейшем охлаждении и уменьшает эффект обработки холодом, поэтому обработку холодом выполняют сразу после закалки.
Обработку холодом используют главным образом для измерительных инструментов, для пружин и деталей из цементируемых высоколегированных сталей, сохраняющих много аустенита после закалки.
ОТПУСК
Отпуск заключается в нагреве закаленной стали до температуры ниже Ас1, выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того, отпуск полностью или частично устраняет внутренние напряжения, возникающие при закалке. Эти напряжения снимаются тем полнее, чем выше температура отпуска. Так, например, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550° С уменьшаются с 600 до 80 МПа. Так же сильно уменьшаются тангенциальные и радиальные напряжения.
Наиболее интенсивно напряжения снижаются в результате выдержки при 550° С в течение 15 – 30 мин. После выдержки в течение 1,5 ч напряжения снижаются до минимального значения, которое может быть достигнуто отпуском при данной температуре.
Скорость охлаждения после отпуска также оказывает большое влияние на остаточные напряжения. Чем медленнее охлаждение, тем меньше остаточные напряжения. Ускоренное охлаждение после отпуска при 550 – 650° С повышает предел выносливости за счет образования в поверхностном слое остаточных напряжений сжатия. Однако изделия сложной формы во избежание их коробления после отпуска при высоких температурах следует охлаждать медленно, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости, после отпуска при 500 – 650° С во всех случаях следует охлаждать быстро.

