 2014-09-01
2014-09-01 7114
7114Поверхности обработанной детали не является идеально ровными и геометрически правильными. Они отличаются от номинальных (заданных чертежом) микро – и макрогеометрическими отклонениями. Микрогеометрические отклонения и определяют микрогеометрию (шероховатость) поверхности, в то время как макрогеометрические – характеризуют волнистость и отклонения формы. Между этими видами погрешностей нет четкого физического различия, однако условно их можно разделить по отношению шага S к значению отклонения D от номинального контура. Неровности, для которых отношение S/D < 40, относят к шероховатости, при 1000 > S/D > 40 – к волнистости, при S/D > 1000 – к отклонениям формы. С другой стороны, в качестве шаговой границы между шероховатостью и другими видами неровностей регламентирована так называемая “базовая длина” [26 – 29]. Базовая длина это длина  базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, то есть совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Согласно ГОСТ 2789 – 73 и ГОСТ 25142 – 82, а также ISO 468:1982 высота неровностей шероховатости нормируется в диапазоне 0,008…1600 мкм на базовой длине из стандартного ряда 0,01, 0,03, 0,08, 0,25, 0,8, 2,5, 8, 25 мм.
базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, то есть совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Согласно ГОСТ 2789 – 73 и ГОСТ 25142 – 82, а также ISO 468:1982 высота неровностей шероховатости нормируется в диапазоне 0,008…1600 мкм на базовой длине из стандартного ряда 0,01, 0,03, 0,08, 0,25, 0,8, 2,5, 8, 25 мм.
Сечение поверхности, перпендикулярной к ней плоскостью представлено на рисунке 1.1.
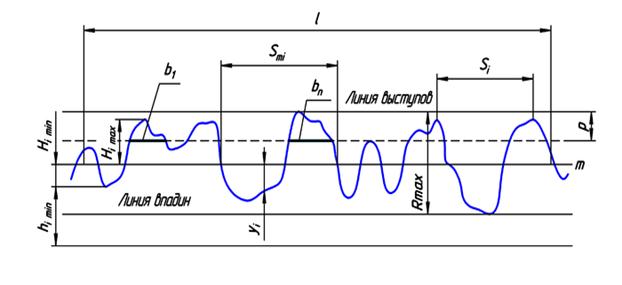
Рисунок 1.1 – Нормальный профиль и параметры шероховатости поверхности.
Это сечение дает представление о профиле её микрорельефа, то есть о количестве, форме и величине выступов и впадин неровностей. На приведённом рисунке 1.1 обозначено:  – базовая длина;
– базовая длина;  – средняя линия профиля;
– средняя линия профиля;  – средний шаг неровностей профиля по средней линии;
– средний шаг неровностей профиля по средней линии;  – средний шаг местных выступов профиля;
– средний шаг местных выступов профиля;  – отклонение пяти наибольших максимумов профиля;
– отклонение пяти наибольших максимумов профиля;  – отклонение пяти наибольших минимумов профиля;
– отклонение пяти наибольших минимумов профиля;  – расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль; аналогично,
– расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль; аналогично,  – расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль (на рисунке не показана);
– расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль (на рисунке не показана);  – наибольшая высота профиля;
– наибольшая высота профиля;  — отклонения профиля от линии ;
— отклонения профиля от линии ;  — уровень сечения профиля;
— уровень сечения профиля;  — длина отрезков, отсекаемых на уровне . Для получения рассматриваемой картины сечения профиля поверхности используются, как правило, щуповые приборы – профилографы, с помощью которых записываются профили микронеровностей поверхности (профилограммы). Так как высота неровностей профиля шероховатости в сотни раз меньше, чем их шаг, то профилограммы записываются с различным горизонтальным и вертикальным увеличением.
— длина отрезков, отсекаемых на уровне . Для получения рассматриваемой картины сечения профиля поверхности используются, как правило, щуповые приборы – профилографы, с помощью которых записываются профили микронеровностей поверхности (профилограммы). Так как высота неровностей профиля шероховатости в сотни раз меньше, чем их шаг, то профилограммы записываются с различным горизонтальным и вертикальным увеличением.
Согласно ГОСТ 2789 – 73 шероховатость поверхности характеризуется следующими параметрами:
 – среднее арифметическое отклонение профиля, мкм
– среднее арифметическое отклонение профиля, мкм
= 
 или =
или =  ,
,
где  – число рассматриваемых ординат профиля шероховатости, ВУ – вертикальное увеличение;
– число рассматриваемых ординат профиля шероховатости, ВУ – вертикальное увеличение;
 – высота неровностей профиля по десяти точкам, мкм
– высота неровностей профиля по десяти точкам, мкм
=  ;
;
 – наибольшая высота неровностей профиля;
– наибольшая высота неровностей профиля;
 – средний шаг неровностей профиля, мм
– средний шаг неровностей профиля, мм
=  ;
;
 – средний шаг местных выступов профиля, мм
– средний шаг местных выступов профиля, мм
=  ;
;
 – относительная опорная длина профиля, %
– относительная опорная длина профиля, %
=  =
=  ,
,
где  – опорная длина профиля на уровне
– опорная длина профиля на уровне  от линии выступов (уровень сечения профиля в % от ). Параметр позволяет судить о фактической площади контакта поверхностей на заданном уровне сечения
от линии выступов (уровень сечения профиля в % от ). Параметр позволяет судить о фактической площади контакта поверхностей на заданном уровне сечения  .
.
Широкое применение в исследованиях имеет нестандартизированный параметр шероховатости  – высота сглаживания профиля шероховатости, интегрировано характеризующий несущую способность профиля шероховатости, то есть расстояние от линии выступов до средней линии.
– высота сглаживания профиля шероховатости, интегрировано характеризующий несущую способность профиля шероховатости, то есть расстояние от линии выступов до средней линии.
В соответствии с ГОСТ 2789-73, дополнительно к параметрам шероховатости поверхности установлены применяемые при необходимости шесть направлений неровностей поверхностей: параллельное, перпендикулярное, пересекающееся, произвольное, кругообразное и радиальное. Перечисленные типы направлений неровностей поверхности вместе с их условными изображениями указаны в таблице 1.1.
Таблица 1.1 – Типы направлений неровностей
| Тип направления неровностей | Схематическое изображение | Пояснение |
| Параллельное |  | Параллельно линии, изображающей на чертеже поверхность, к шероховато-сти которой устанавлива-ются требования |
| Перпендикулярное |  | Перпендикулярно линии, изображающей на чертеже поверхность, к шероховато-сти которой устанавлива-ются требования |
| Перекрещивающееся |  | Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Произвольное |  | Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховато-сти которой устанавливаются требования |
| Кругообразное |  | Приблизительно ради-ально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| Радиальное |  | Приблизительно круго-образно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
В зависимости от функционального назначения поверхности на чертежах деталей машин указывается один из высотных параметров шероховатости , или , а также некоторые другие характеристики.
В таблице 1.2 приведены параметры шероховатости рабочих поверхностей деталей машин, которые, согласно литературным данным [29, 30], необходимо нормировать в зависимости от эксплуатационных условий.
Таблица 1.2 – Требуемые параметры шероховатости рабочих поверхностей деталей машин в зависимости от их эксплуатационных свойств
| Эксплуатационное свойство | Параметры шероховатости рабочих поверхностей | Направление неровностей |
| Контактная жёсткость | , , , ( ) ) | Параллельное |
| Износостойкость |  , , , () , , , () | |
| Прочность | , | |
| Усталостная прочность | , | |
| Контактная прочность | , , , () | Перпендикулярное |
| Фреттингостойкость | , , , () | |
| Виброустойчивость | , , , () | |
| Коррозионная стойкость | , , | – |
| Прочность сцепления покрытий | , | Параллельное |
| Герметичность соединений | , , , () | – |
| Прочность посадок | , , () | Параллельное |
| Теплопроводность | , , , () |
При этом наибольшее распространение при обозначении шероховатости, как в отечественной промышленности, так и за рубежом получил параметр . Параметр нормируется в тех случаях, когда прямой контроль параметра не представляется возможным, например, для поверхностей, имеющих малые размеры или сложную конфигурацию. Параметр нормируется в тех случаях, когда для обеспечения статической и усталостной прочности деталей машин необходимо назначать именно этот параметр [1,2, 30]. В дополнение к количественным параметрам шероховатости во многих случаях нормируется и направление неровностей, как показано в таблице 1.1.
Переход от одних высотных параметров шероховатости к другим можно осуществить, используя соотношения параметров шероховатости для различных видов механической обработки поверхностей [29, 30]:
1) при лезвийной обработке: = 5,0 ; = 6,0 ;
2) при алмазно-абразивной обработке: = 5,5 ; = 7,0 ;
3) при отделочно-упрочняющей обработке поверхностно-пластическим деформированием: = 4,0 ; = 5,0 .
Для ответственных рабочих поверхностей деталей нормируется кроме высотных параметров шаговый и параметр , так как они оказывают основное влияние на эксплуатационные свойства этих поверхностей.

