 2014-04-05
2014-04-05 910
910Сварным соединением называют неразъемное соединение, выполненное сваркой. При ручной дуговой сварке применяют стыковое, угловое, тавровое и нахлесточное соединения.
При конструировании сварных соединений исходят из двух принципов:
1) если известна величина действующих сил, то при конструировании сварного соединения обеспечивают прочность с учетом заданных усилий;
2) если величина действующих сил не известна, то сварные соединения конструируют с учетом равнопрочности их основному металлу.
Расчетные схемы и основные типы сварных соединений приведены на рис.14.
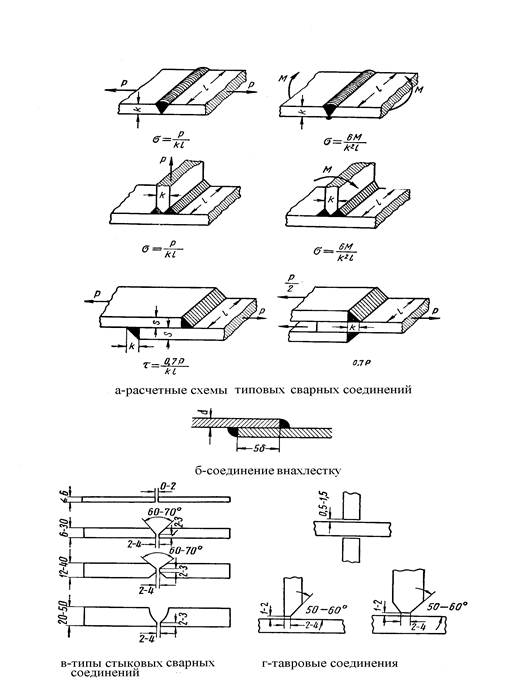 |
| Рис.14. Расчетные схемы и основные типы сварных соединений |
При ручной сварке стыковых соединений металла толщиной менее 6 мм кромки стыкуют без подготовки с зазором величиной до 2мм. или без него. При толщине металла 6 - 30 мм сварку стыковых соединений производят с V-образной подготовкой кромок, причем угол раскрытия кромок равен 60 - 70°, притупление 2 - 3 мм, зазор 2 - 4 мм.
Зазор между кромками при сборке сварных швов стыковых соединений под сварку оставляют с целью улучшения провара. Соединение в нахлестку выполняют угловыми швами. Нахлесточные соединения не требуют точной обработки кромок и проще при сборке. Величину нахлестки обычно применяют равной пятикратной толщине свариваемых элементов.








