 2015-02-24
2015-02-24 581
581При стыковой контактной сварке детали нагреваются теплотой, которая выделяется сварочным током на контактном сопротивлении Rдд (сопротивление, возникающее в местах контакта свариваемых деталей) и на собственном сопротивлении деталей Rд (рисунок 5). Контактное сопротивление Rэд между электродами и свариваемыми деталями относительно мало и практически не влияет на нагрев зоны сварки.
|
| Рисунок 6 - Схема расположения сопротивлений при контактной сварки |
Общее количество теплоты, выделяемое на участке между электродами, определяется по закону Ленца-Джоуля:
 (5.1)
(5.1)
где  – сварочный ток, который складывается из сварочного тока Iсв, разогревающего стык свариваемых деталей и тока шунтирования Iш, разогревающего весь контур звена (рисунок 6).
– сварочный ток, который складывается из сварочного тока Iсв, разогревающего стык свариваемых деталей и тока шунтирования Iш, разогревающего весь контур звена (рисунок 6).
|
| Рисунок 6 - Распределения тока по звену |
 (5.2)
(5.2)
R – электрическое сопротивление, которое складывается из сопротивления, возникающее в местах контакта свариваемых деталей Rдд, сопротивления деталей Rд и сопротивления между электродами и свариваемыми деталями Rэд (рисунок 6).
 (5.3)
(5.3)
Т – время протекания сварочного тока.
При увеличении времени протекания сварочного тока температура нагрева заготовки постоянно растет, растет при этом и температурное сопротивление Rтемп, а контактное сопротивление Rдд изменяется параболически (рисунок 7).
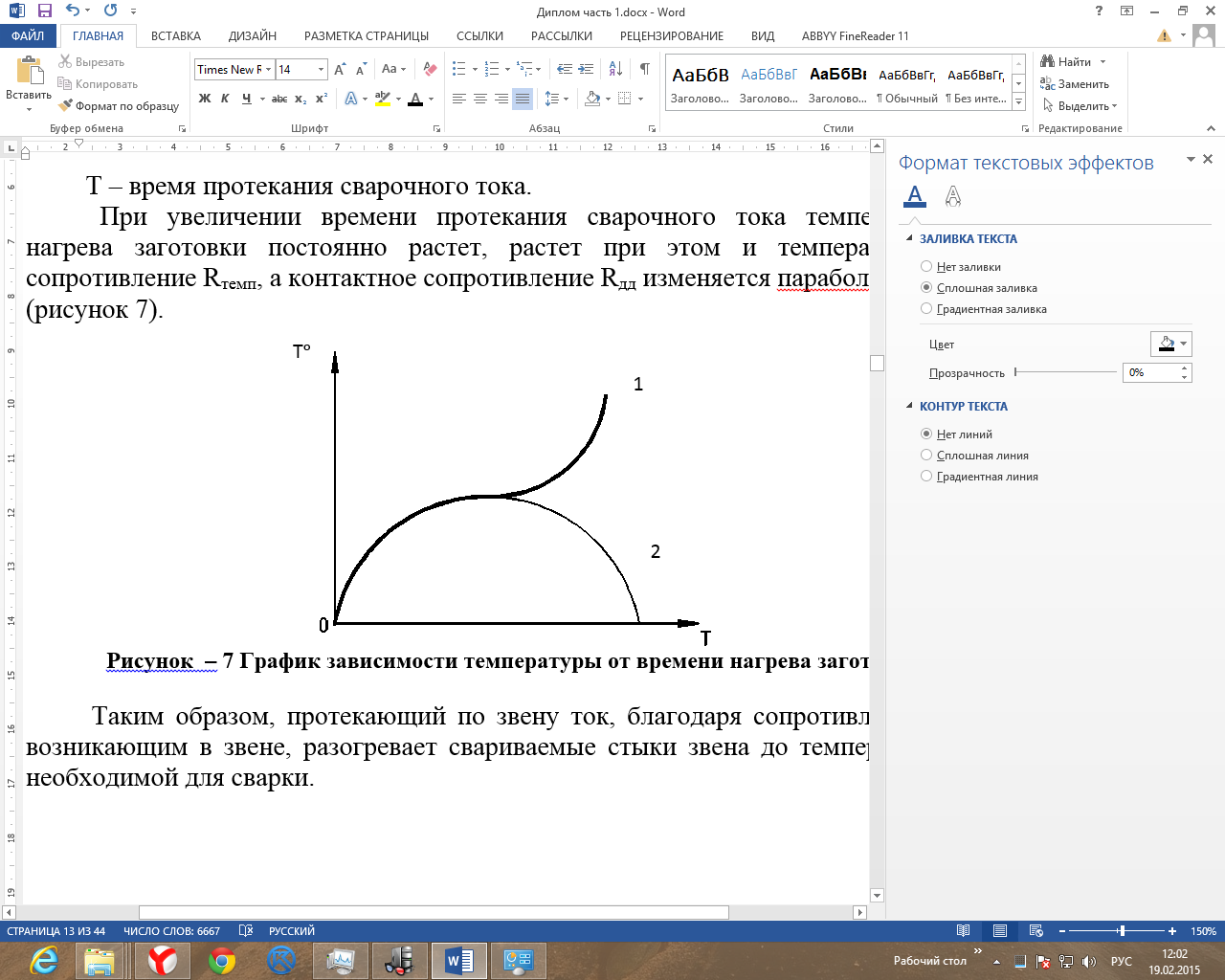
Рисунок – 7 График зависимости температуры от времени нагрева заготовки
1 - основной нагрев, 2 – дополнительный нагрев
Таким образом, протекающий по звену ток, благодаря сопротивлениям, возникающим в звене, разогревает свариваемые стыки звена до температуры необходимой для сварки.








