 2015-02-04
2015-02-04 4173
41731.
Геометрия Резцов. Сверл. Цилиндрической фризы
Проходные упорные резцы (рис. 14, в) имеют угол в плане ф = 90° и применяются при обточке ступенчатых валиков и подрезке буртиков, а также при точении нежестких деталей.
Подрезные резцы предназначаются для обточки плоскостей, перпендикулярных оси вращения, подрезки торцов на проход (рис. 14, г). Эти резцы работают с поперечной подачей. Расточные резцы служат для обработки отверстий (рис. 14, д, е). Они работают в менее благоприятных условиях, чем проходные резцы для наружной обточки. Расточные резцы должны иметь меньшие поперечные размеры, чем обрабатываемое отверстие. Они получаются длинными. Вылет резца должен быть больше длины растачиваемого отверстия. В силу малой жесткости расточные резцы склонны к вибрациям, что не дает возможности снимать стружку большого сечения.
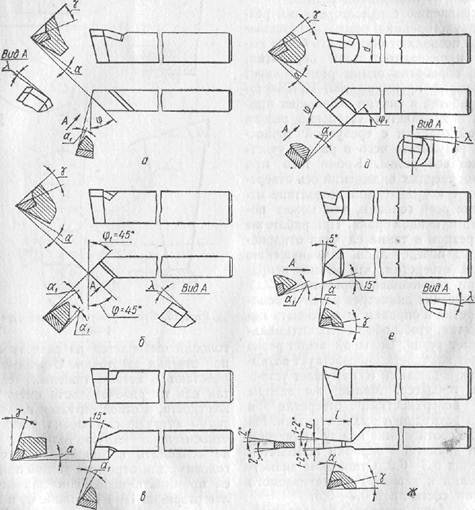
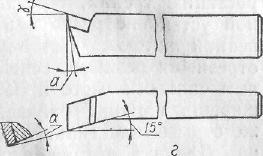
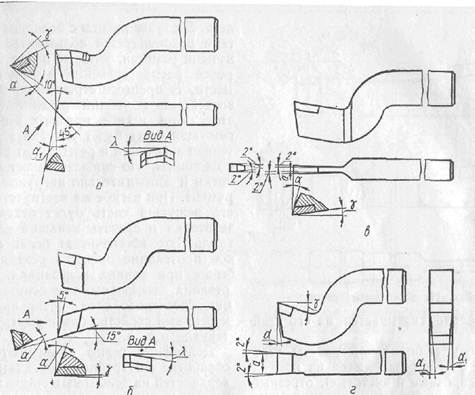
Рис. 16. Строгальные резцы
Главный задний угол α — угол между главной заднейповерхностью резца и плоскостью резания. При выборе заднего угла, во избежание трения заднейповерхности резца об обрабатываемую поверхность и поверхность резания, учитывают величину подачи:чем она больше, тем больше задний угол. Угол заострения β — угол между передней и главной заднейповерхностями резца. Главный передний угол γ — угол между передней поверхностью резца и плоскостью,перпендикулярной плоскости резания. Выбор переднего угла зависит прежде всего от физико-механическихсвойств обрабатываемого материала. Чем больше передний угол, тем легче процесс образования стружки,тем меньше усилие резания и затрачиваемая мощность. Чем выше твёрдость обрабатываемого материала,тем меньшие значения передних углов резца принимают для его обработки. Угол резания δ — угол междупередней поверхностью резца и плоскостью резания. Главный угол в плане φ— угол между направлениемподачи и проекцией главной режущей кромки на основную плоскость; вспомогательный угол в плане φ1 — угол между направлением подачи и проекцией вспомогательной режущей кромки на основную плоскость.Углы φ и φ1 определяют, с одной стороны, условия работы режущей кромки, а с другой — распределениенагрузки от силы резания. Чем меньше угол в плане, тем (при неизменной глубине резания и подаче)меньше тепловая и силовая нагрузки на единицу длины главной режущей кромки, а следовательно, лучшеусловия работы. Уменьшение угла в плане ниже оптимального значения может привести к чрезмернойдеформации обрабатываемой заготовки, к снижению точности обработки и вибрациям. Угол при вершине вплане ε — угол между проекциями режущих кромок на основную плоскость: ε = 180°— (φ + φ1). Угол в планепереходной (прямолинейной) режущей кромки φ0 — угол между направлением подачи и проекциейпереходной режущей кромки на основную плоскость: обычно φ0 = φ / 2. Угол наклона главной режущейкромки λ — угол, заключённый между режущей кромкой и линией, проведённой через вершину резцапараллельно основной плоскости; угол λ положительный, когда вершина резца — наинизшая точка режущейкромки; отрицательный, когда вершина резца — наивысшая точка, и равен нулю, если главная режущаякромка параллельна основной плоскости. Угол λ оказывает влияние на направление схода стружки.
Рис. 1. Схема процесса резания (а) и основные элементы резца (б).
Рис. 2. Углы резания.
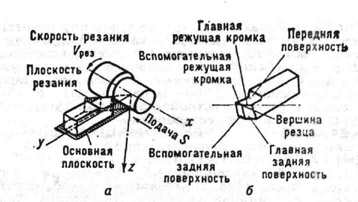
Геометрия резца. Схема резания (а) и основные элементы (б) резца.
Режущий инструмент для обработки наружных цилиндрических поверхностей.
Для обработки резанием наружных цилиндрических поверхностей используются следующие типы режущих инструментов (резцов):
| Проходные резцы | |
| Отогнутые резцыслужат для снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче. Позволяют обрабатывать торцевые поверхности деталей. Служат как для черновой (обдирочной), так и для чистовой обработки. | 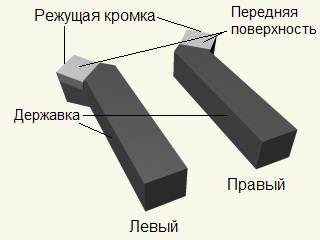 |
| Радиус закругления резца влияет на чистоту обрабатываемой поверхности. Черновые проходные резцы имеют меньший радиус закругления, чем чистовые. Для черновых проходов применяют резцы с радиусом закругления вершины R =0,5 - 1 мм, а для получистовых R = 1,5 - 2 мм, так как чем больше радиус при вершине, тем чище обработанная поверхность (меньше высота остаточных шероховатостей). Для чистового точения целесообразно применять чистовые резцы с радиусом закругления R = 3 - 5 мм. | 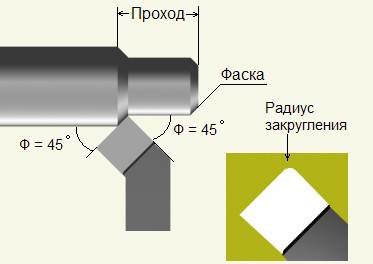 |
| Прямые проходные резцы имеют те же свойства, что и отогнутые, но ими нельзя подрезать торцевые поверхности деталей. | 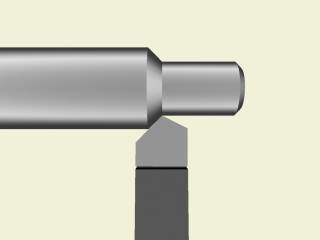 |
| Упорный резец | |
| Подрезной резец (упорный) имеет режущую кромку перпендикулярно направленную к оси детали. Служит для чистовой обработки и подрезки деталей с уступами. | 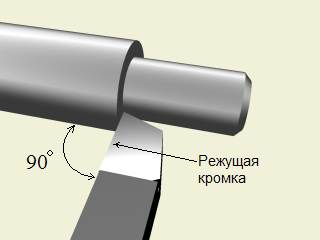 |
| Отрезной резец. | |
| Отрезной резец предназначен для отрезания заготовок заданной длины или для прорезания канавок заданной ширины и глубины. | 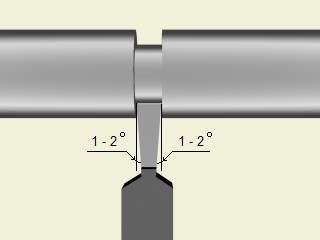 |
| Проходные резцы имеют главный угол в плане Ф = 30 - 60 градусов; углы в плане с меньшими значениями характерны для обработки жестких заготовок, когда отношение длины к диаметру l/d < 5. Вспомогательный угол в плане Ф1 обычно принимается 10 - 45 градусов. Проходные упорные резцы имеют главный угол в плане Ф = 90 градусов. Упорные резцы применяют для обтачивания нежёстких валов, когда отношение длины к диаметру l/d > 12, так как они вызывают меньший прогиб заготовки. Однако у резцов с углом Ф = 90 градусов в работе участвует меньшая длина режущей кромки, чем у резцов с углом Ф = 30 - 60 градусов, поэтому стойкость упорных резцов меньше, чем проходных. Задний угол "а" выбирается в пределах 2 - 15 градусов. Чем больше этот угол, тем более вероятна паразитная вибрация. Угол заострения Y влияет на прочность резца, которая повышается с увеличением угла. | 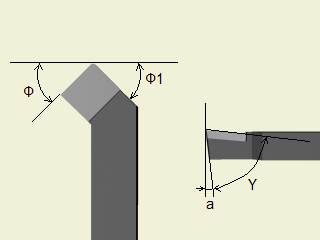 |
Линия пересечения передней и задней поверхностей образует режущую кромку, а линия пересечения задних поверхностей - поперечную кромку (ее размер составляет в среднем 0,13 диаметра сверла).
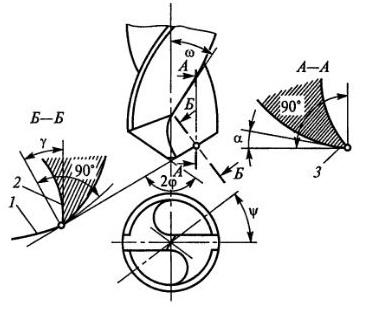
Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки к концу канавок (к хвостовику).
Угол между режущими кромками - угол 2 φ при «вершине сверла» - оказывает существенное влияние на процесс резания. При его увеличении повышается прочность сверла, но одновременно резко возрастает усилие подачи. С уменьшением угла при вершине резание облегчается, но ослабляется режущая часть сверла.
Эксплуатационные качества любого режущего инструмента, в том числе и сверла, зависят от материала инструмента, его термообработки, а также от углов заточки режущей части.
Переднего угла γ (гамма), заднего угла α (альфа), угла при вершине 2ϕ (фи), угла наклона поперечной кромки сверл ψ (пси) и угла наклона винтовой канавки ω (омега) (смотри рисунок 6.1.2.2).
Передним углом γ называют угол между поверхностью резания (обработанной поверхностью) и касательной к передней поверхности.
Наличие переднего угла облегчает врезание инструмента, стружка лучше отделяется и получает возможность естественного схода.
С увеличением переднего угла улучшаются условия работы инструмента, повышается его стойкость и уменьшается усилие резания. Вместе с тем ослабляется тело режущей части инструмента, которое может легко выкрашиваться, ломаться; ухудшается отвод теплоты, что приводит к быстрому нагреву и потере твердости.
Поэтому для каждого инструмента приняты определенные значения переднего угла.
Передний угол имеет меньшее значение при обработке твердых и прочных материалов, а также при меньшей прочности инструментальной стали. В данном случае для снятия стружки требуются большие усилия и режущая часть инструмента должна быть прочнее. При обработке мягких, вязких материалов передние углы берутся больше.
Задний угол α - это угол наклона задней поверхности, образуемой касательными к задней и обрабатываемой поверхностям.
Задний угол служит для уменьшения трения задней поверхности об обрабатываемую поверхность.
При слишком малых углах α повышается трение, увеличивается сила резания, инструмент сильно нагревается, задняя поверхность быстро изнашивается. При очень больших задних углах ослабляется инструмент, ухудшается отвод теплоты.
Передние и задние углы сверла в разных точках режущей кромки имеют различное значение: для точек, расположенных ближе к наружной поверхности сверла, передний угол больше и, наоборот. Если у периферии сверла (наружный диаметр) он имеет наибольшее значение (25...30°), то по мере приближения к вершине уменьшается до значения, близкого к нулю.
Угол заострения β образуется пересечением передней и задней поверхностей. Значение угла заострения β зависит от выбранных значений переднего и заднего углов, поскольку α + β + γ = 90 °.
Элементы фрезы
 Фреза является режущим многозубым (многолезвийным) инструментом, причем каждый зуб представляет собой простейший резец, подобно показанному на рис. 30.
Фреза является режущим многозубым (многолезвийным) инструментом, причем каждый зуб представляет собой простейший резец, подобно показанному на рис. 30.
На рис. 4 было показано сопоставление элементов зуба фрезы с элементами простейшего резца. На рис. 31 показаны элементы зуба фрезы.
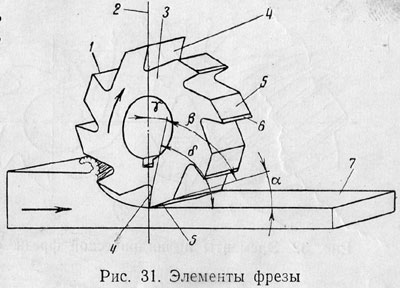
Передняя поверхность 4 зуба фрезы 3 образует с вертикальной плоскостью 2 передний угол γ; задняя поверхность 5 зуба образует с обработанной поверхностью 7 заготовки задний угол α; передняя поверхность 4 зуба образует с задней поверхностью 5 зуба угол заострения β. Угол резания δ образован передней поверхностью 4 зуба с обработанной поверхностью 7 заготовки.
Режущая кромка 1 образована пересечением передней и задней поверхностей. Непосредственно к режущей кромке зуба фрезы примыкает узкая полоска-ленточка, так называемая фаска, шириной около 0,1 мм. Ленточка 6, или фаска, обеспечивает правильную заточку фрезы.
Наружный диаметр фрезы, размеры и форма впадины зуба для размещения и выхода стружки, высота и профиль зуба, количество зубьев или их шаг также являются элементами фрезы.
Выбор правильной величины режущих элементов фрезы является решающим средством для полунения наилучших результатов при фрезеровании. Совокупность геометрических размеров режущих углов, размеров и формы зубьев фрезы называют геометрией фрезы.
Теорией и практикой установлен ряд условий, обеспечивающих правильный выбор геометрии фрезы, особенно в отношении режущих углов.
Геометрия цилиндрической фрезы
На рис. 32 показаны геометрические элементы цилиндрической фрезы с винтовыми зубьями: передняя поверхность 1, задняя поверхность 4, ленточка (фаска, обычно ленточку (фаску) обозначают буквой f) 3 шириной 0,05—0,1 мм, затылочная поверхность (спинка) 5, режущая кромка 2. Режущая кромка здесь идет по винтовой линии (спирали). Угол, образованный режущей кромкой и осью фрезы, называют углом наклона винтовой канавки, или углом наклона спирали, и обозначают ω (омега).
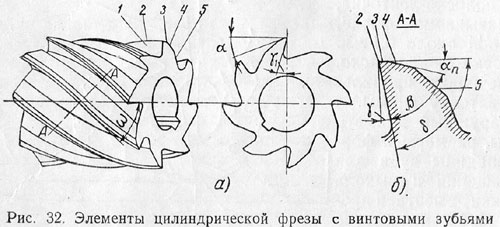
Задний угол α измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы.Нормальный задний угол αn измеряется в плоскости, перпендикулярной к режущей кромке. От правильно выбранного заднего угла зависит величина трения задней поверхности зуба фрезы об обработанную поверхность и, следовательно, чистота обработанной поверхности. С увеличением заднего угла уменьшается трение и, следовательно, износ зуба по задней поверхности, т. е. затупление фрезы, что увеличивает срок работы фрезы без переточки и улучшает чистоту обработанной поверхности. Однако с увеличением заднего угла уменьшается угол заострения β, а это приводит к ослаблению зуба и может вызвать его поломку (выкрашивание). Обычно задний угол а назначают в пределах от 12 до 30° в зависимости от типа фрезы.
Передний угол γ измеряется в плоскости, перпендикулярной к режущей кромке.Поперечный передний угол γ1 измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Передний угол может иметь как положительное, так и отрицательное значение. Правильно выбранный передний угол способствует лучшему отделению стружки; при этом износ зуба по передней поверхности получается меньшим, что позволяет фрезе работать дольше без переточки. Обычно передний угол γ у цилиндрических фрез назначают в пределах от —10 до 20° в зависимости от твердости обрабатываемого материала и материала режущей части.
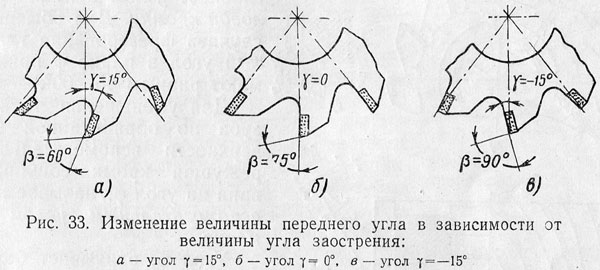
Угол заострения β образован передней и задней поверхностями и зависит от величины переднего и заднего углов. Так как прочность зуба фрезы тем больше, чем больше угол заострения β, то вполне понятно желание увеличить этот угол. Однако увеличение угла заострения β затрудняет врезание зуба в обрабатываемый материал, увеличивает потребную мощность на фрезерование и повышает температуру резания. При фрезеровании твердосплавными фрезами сталей повышенной твердости и твердых чугунов во избежание выкрашивания кромки зуба фрезы применяют большие углы заострения β. Увеличение угла заострения β вызывает необходимость уменьшения переднего угла γ, который в некоторых случаях бывает отрицательным. Так, при значениях угла β = 60° угол γ = 15° (рис. 33, а); при β = 75° угол γ = 0 (рис. 33, б); при β = 90° передний угол γ приходится делать отрицательным, равным —15° (рис. 33, в). Задний угол α принят равным 15°.
Угол наклона ω винтовой режущей кромки служит для увеличения плавности работы фрезы и для создания направления сходящей стружки. Обычно угол наклона режущей кромки ω назначают в пределах 10-55° в зависимости от типа фрез.
2.
Металлы, имеющие твердость HRC 30... 35, удовлетворительно обрабатываются инструментами из термообработанных инструментальных сталей (HRC 63...64), т. е. при отношении твердостей, примерно равном двум. Для обработки термообработанных металлов (HRC 45...55) необходимо использовать инструменты, изготовленные только из твердых сплавов. Их твердость измеряется по шкале А Роквелла и имеет значения HRA 87...93. Высокая твердость синтетических инструментальных материалов позволяет использовать их для обработки закаленных сталей.
В процессе резания на рабочую часть инструментов действуют силы резания, достигающие 10 кН и более. Под действием этих сил в материале рабочей части возникают большие напряжения. Чтобы эти напряжения не приводили к разрушению инструмента, используемые для его изготовления инструментальные материалы должны иметь достаточно высокую прочность.
Среди всех инструментальных материалов наилучшим сочетанием прочностных характеристик обладают инструментальные стали. Благодаря этому рабочая часть инструментов, выполненных из инструментальных сталей, успешно выдерживает сложный характер нагружения и может работать на сжатие, кручение, изгиб и растяжение.
Современные инструментальные материалы отвечают требованиям, рассмотренным выше. Они подразделяются на следующие группы:
o твердые сплавы (металлокерамика);
o минералокерамика и керметы;
o синтетические композиции из нитрида бора;
o синтетические алмазы.
Инструментальные стали разделяют на углеродистые, легированные и быстрорежущие.
Углеродистые инструментальные стали применяют для изготовления инструмента, работающего при малых скоростях резания.
Марки таких сталей обозначают буквой У (углеродистая), затем цифрами, которые показывают содержание в стали углерода (в десятых долях процента), буква А в конце марки означает, что сталь высококачественная (содержание серы и фосфора не более 0,03 % каждого элемента).
Основными свойствами углеродистых инструментальных сталей являются высокая твердость (HRC 62...65) и низкая температуростойкость.
Из стали марок У9 и У10А изготовляют пилы; из стали марок У11; У11А; У12 — ручные метчики и др.
Температуростойкость сталей марок У10А...У13А 220 °С, поэтому инструмент из этих сталей рекомендуется применять при скорости резания 8... 10 м/мин.
Легированная инструментальная сталь в зависимости от основных легирующих элементов может быть хромистой (X), хромо- кремнистой (ХС), вольфрамовой (В), хромовольфрамомарганце- вой (ХВГ) и др.
Марки таких сталей обозначают цифрами и буквами (первыми буквами названия легирующих элементов). Первая цифра слева от букв показывает содержание углерода в десятых долях процента (если содержание углерода менее 1 %), цифры справа от букв показывают среднее содержание легирующего элемента в процентах.
Из стали марки X изготовляют метчики и плашки, из стали 9ХС — сверла, развертки, метчики и плашки. Сталь В1 рекомендуется для изготовления мелких сверл, метчиков и разверток.
Температуростойкость легированных инструментальных сталей 350...400°С, поэтому допустимые скорости резания для инструмента из этих сталей в 1,2... 1,5 раза выше, чем для инструмента из углеродистых инструментальных сталей.
Быстрорежущие (высоколегированные) стали применяют чаще всего для изготовления сверл, зенкеров и метчиков. Марки быстрорежущих сталей обозначают буквами и цифрами, например Р6МЗ. Буква Р означает, что сталь быстрорежущая, цифры после нее показывают среднее содержание вольфрама в процентах, остальные буквы и цифры обозначают то же, что и в марках легированных сталей. Важнейшими компонентами быстрорежущих сталей являются вольфрам, молибден, хром и ванадий.
Быстрорежущие стали в зависимости от режущих свойств делят на стали нормальной и повышенной производительности. К сталям нормальной производительности относятся вольфрамовые стали марок Р18; Р9; Р9Ф5 и вольфрамомолибденовые стали марок Р6МЗ; Р6М5, сохраняющие твердость не менее HRC 58 до температуры 620 °С. К сталям повышенной производительности относятся стали марок Р18Ф2; Р14Ф4; Р6М5К5; Р9М4К8; Р9К5; Р9К10; Р10К5Ф5; Р18К5Ф2, сохраняющие твердость HRC 64 до температуры 630...640°С.
Стали нормальной производительности — твердость HRC 65, температуростойкость 620 °С, предел прочности при изгибе 3...4 ГПа (300...400 кгс/мм2) — предназначены для обработки углеродистых и низколегированных сталей с пределом прочности на изгиб до 1 ГПа (100 кгс/мм2), серого чугуна и цветных металлов. Быстрорежущие стали повышенной производительности, легированные кобальтом или ванадием (твердость HRC 70...78, температуростойкость 630...650°С, предел прочности при изгибе 2,5...2,8 ГПа, или 250...280 кгс/мм2), предназначены для обработки труднообрабатываемых сталей и сплавов, а с пределом прочности при изгибе свыше 1 ГПа (100 кгс/мм2) — для обработки титановых сплавов.
Металлокерамические твердые сплавы подразделяют на вольфрамовые, вольфрамотитановые и титановольфрамотанталовые. Вольфрамовые сплавы группы ВК состоят из карбидов вольфрама и титана. Марки этих сплавов обозначают буквами и цифрой, например ВК2; ВКЗМ; ВК4; ВК6; ВК6М; ВК8; ВК8В. Буква В означает карбид вольфрама, буква К — кобальт, а цифра показывает содержание кобальта в процентах (остальное — карбид вольфрама). Буква М, приведенная в конце некоторых марок, означает, что сплав мелкозернистый. Инструмент, изготовленный из такого сплава, обладает повышенной износостойкостью, но его сопротивляемость ударам снижена. Инструменты из вольфрамовых твердых сплавов применяют для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов (резины, пластмассы, фибры, стекла и др.). Вольфрамотитановые сплавы группы ТК состоят из карбидов вольфрама, титана и кобальта. Марки этих сплавов обозначают буквами и цифрами, например Т5К10; Т5К12В; Т14К8; Т15К6; Т30К4; Т15К12В. Буква Т означает карбид титана, цифра за ней — процентное содержание карбида титана, буква К — карбид кобальта, цифра за ней — процентное содержание карбида кобальта (остальное в данном сплаве — карбид вольфрама). Инструменты из этих сплавов применяют для обработки всех видов сталей.
ля изготовления режущих инструментов применяют также режущую керамику (кермет) марок В3; ВОК-60; ВОК-63, представляющую собой оксидно-карбидное соединение (окись алюминия с добавкой 30...40% карбидов вольфрама и молибдена). Введение в состав минералокерамики карбидов металлов (а иногда и чистых металлов — молибдена, хрома) улучшает ее физико-ме- ханические свойства (в частности, снижает хрупкость) и повышает производительность обработки в результате повышения скорости резания.
3.
Существует 5 основных механизмов изнашивания инструмента:
• Абразивное изнашивание - это наиболее распространенный механизм изнашивания для большинства операций обработки металлов резанием. Такой механизм имеет место при трении двух поверхностей друг о друга. Твердые частицы - карбиды, содержащиеся в большинстве обрабатываемых материалов, действуют на материал инструмента как при шлифовании абразивным кругом. Чем выше твердость режущего материала, тем выше его сопротивление абразивному изнашиванию.
• Диффузионное изнашивание - это химический процесс взаимодействия между режущим и обрабатываемым
материалами в зоне резания при высокой температуре и давлении. Интенсивность диффузионного изнашивания определяется химическими свойствами взаимодействующих материалов, при этом твердость практически значения не имеет. Способность материала инструмента оставаться при высоких температурах химически инертным к материалу заготовки будет определять интенсивность процесса изнашивания в зоне контакта стружки с передней поверхностью инструмента, обычно приводящих к образованию лунки.
• Окислительное (химическое) изнашивание также является результатом воздействия высоких температур и давления, но, в отличие от диффузионного процесса, этот процесс нуждается в доступе воздуха. Обычно он происходит там, где режущая кромка только начинает контактировать с внешней частью снимаемого припуска, а в эту зону воздух, как правило, имеет свободный доступ. Как и при диффузионном изнашивании, существуют материалы, склонные к этому виду разрушения в большей или меньшей степени. Окислительное изнашивание обычно приводит к образованию глубокой выемки на той части режущей кромки, которая контактирует с внешней частью снимаемого материала заготовки.
• Усталостное изнашивание наблюдается, если режущий материал не выдерживает колебаний температуры совместно с изменениями нагрузки, что приводит к образованию трещин и разрушению режущей кромки. Некоторые инструментальные материалы более подвержены такому изнашиванию, чем другие. Неправильное применение охлаждения, особенно во время фрезерования, когда режущая кромка то нагревается, находясь в зоне резания, то охлаждается вне ее, приводит к повышению усталостного изнашивания.
• Адгезионное изнашивание обычно имеет место при относительно низких температурах. Чаще всего его причиной становится слишком низкая скорость резания. При этом, недостаточно разогретый материал заготовки, вместо того, чтобы скользить по поверхности инструмента, как это происходит при высоких температурах, прилипает и приваривается к режущей кромке. Образуется нарост на режущей кромке, изменяющий ее геометрию. Он создает дополнительное трение и ухудшает процесс резания. Такое изнашивание часто наблюдается на инструменте, используемом на устаревшем оборудовании с недостаточной частотой вращения шпинделя. Нарост увеличивается до тех пор, пока не начинает срываться проходящей стружкой вместе с частью приваренного материала передней поверхности пластины или даже с частью режущей кромки. Некоторые режущие инструменты очень подвержены такому типу изнашивания. Например, при обработке низкоуглеродистых сталей, нержавеющих сталей и алюминия. При увеличении скорости резания этот тип изнашивания часто уменьшается или полностью исчезает.

