 2015-02-14
2015-02-14 1500
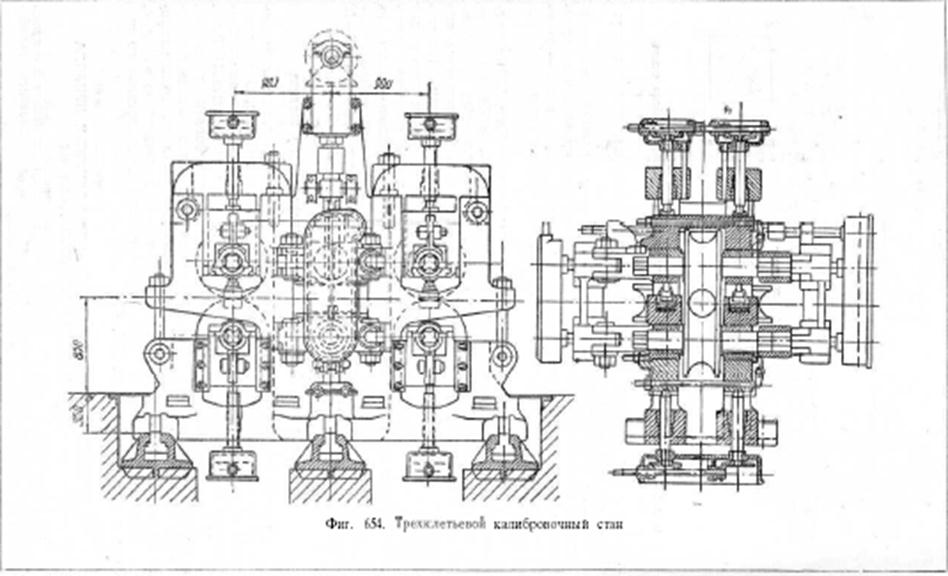
1500Из рассмотренных выше конструкций наиболее часто применяемой в производстве является роликовая правильная машина, поэтому остановимся главным образом на способах правки на роликовых машинах.
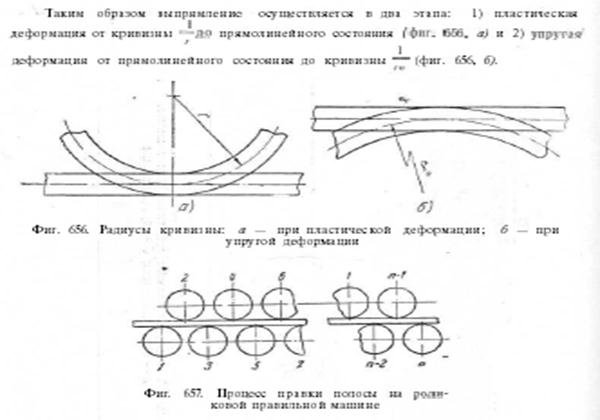
Правка полосы начинается у второго ролика (фиг. 657). Здесь дается деформация, после которой кривизна листа, обращенная выпуклостью вверх, уничтожается.
К третьему ролику полоса подходит с кривизной, обращенной выпуклостью только вниз. Здесь дается деформация, в результате которой и эта кривизна уничтожается.
Теоретически процесс правки должен был бы на этом закончиться. Однако вследствие возникающего наклепа и неоднородности свойств материала по длине листа выпрямленные участки, проходя через третий ролик, получают остаточную деформацию, дающую небольшую кривизну. В каждой последующей паре роликов кривизна все уменьшается, постепенно затухая.
Таким образом, процесс правки выражается в последовательном затухании волны кривизны до практического выпрямления.
- Деформация и напряжения по сечению выпрямляемого листа
При правке должна быть достигнута остаточная деформация, следовательно, необходимо, чтобы волокна по сечению листа на определенной глубине имели бы напряжения, превосходящие предел упругости. Исходя из этого, закон распределения напряжений по сечению листа должен быть подобен диаграмме растяжения образца (фиг. 658). Следовательно, эпюра напряжений будет иметь вид, изображенный на фиг. 659, а, что справедливо при  ; при эпюра напряжений примет вид фиг. 659, б.
; при эпюра напряжений примет вид фиг. 659, б.
В приведенных диаграммах приняты следующие условные обозначения:
 — напряжение до предела упругости;
— напряжение до предела упругости;
f— напряжение на пределе упругости (текучести);
' — напряжение за пределом текучести;
1— напряжение на крайних волокнах листа за пределом текучести;
 0— относительная деформация на пределе упругости;
0— относительная деформация на пределе упругости;
f— относительная деформация на пределе текучести;
' — относительная деформация за пределом текучести;
 — толщина материала;
— толщина материала;
zo — расстояние слоя, лежащего на пределе упругости от нейтральной оси;
z 1 — расстояние слоя, лежащего на пределе текучести от нейтральной оси.
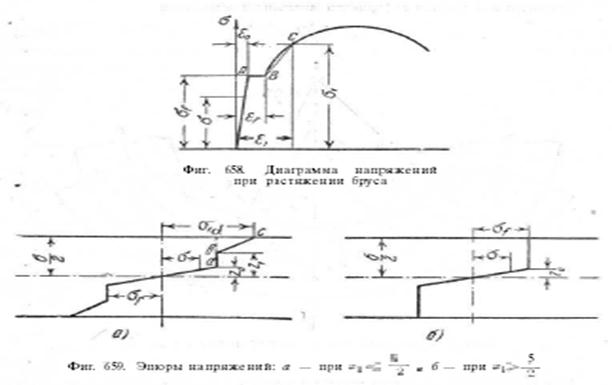
Характер прямой bс (фиг. 659, а) определяется в каждом отдельном случае по образцам на разрывной машине. При проектировании или при приближенном расчете, когда характер прямой bс неизвестен, можно с небольшой погрешностью принять материал, подвергающийся правке, за упруго-пластическое тело, которое при деформации ниже предела текучести будет идеально упругим, а при более высоких деформациях — идеально пластичным. В таком случае прямая bс займет положение bd и эпюра примет вид фиг. 659, б. При более же точных проверочных расчетах, когда известна полная характеристика выпрямляемого материала, следует пользоваться эпюрой напряжений, изображенной на фиг. 659, а.
Для полной характеристики эпюры напряжений необходимо знать координаты zo, z1, 1
Рассмотрим случай распрямления полосы от радиуса r до r1 (фиг. 660).
Относительная деформация полосы на расстоянии z от оси будет:

где п —пластическая деформация;
у — упругая деформация.
Выделим два сечения полосы, находящиеся на расстоянии  l одно от другого, считая по нейтральной оси. Углы между этими сечениями обозначим:
l одно от другого, считая по нейтральной оси. Углы между этими сечениями обозначим:
 — до правки;
— до правки;
1 — после правки при прекращении нагрузки;
о — во время правки перед прекращением нагрузки.
Относительная пластическая деформация на расстоянии z от нейтральной оси будет:
 (612)
(612)
Относительная упругая деформация аналогично выразится:
 (612,a)
(612,a)
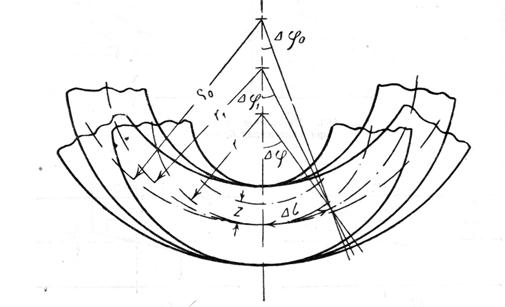
Фиг. 660. Распрямление полосы от радиуса rдо r1
При выпрямлении полосы от кривизны радиуса rдо прямолинейного состояния имеем: r1=  ; 1=0 и о =— о. Вставляя эти значения в формулы (612) и (612а) и, подставляя вместо них l = r f=po fo, получаем:
; 1=0 и о =— о. Вставляя эти значения в формулы (612) и (612а) и, подставляя вместо них l = r f=po fo, получаем:
 (613)
(613)
 (613,a)
(613,a)
(пренебрегаем величиной z в знаменателе, ввиду ее незначительности по сравнению с po).
Общая относительная деформация выразится:
 (614)
(614)
Слой, лежащий на расстоянии zo отоси, будет испытывать относительную деформацию, равную пределу упругости, следовательно:
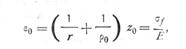
где Е — модуль упругости
Решая предыдущее уравнение относительно zo, находим:
 (615)
(615)
Аналогично предыдущему, получаем:
 (615,a)
(615,a)
Величину  находим из диаграммы растяжения.
находим из диаграммы растяжения.
Из уравнения (615) находим, что при правке сильно искривленных поверхностей (r мало) zо оказывается намного меньше  и в этом случае эпюра упростится и примет вид фиг. 661 а.
и в этом случае эпюра упростится и примет вид фиг. 661 а.
Когда же полоса почти прямая (r велико), то упругое ядро будет занимать почти все сечение и эпюра напряжений примет вид фиг. 661 б.
Важным расчетным параметром является радиус упругого перегиба ро
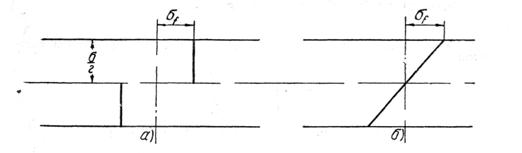
Фиг. 661. Эпюры напряжений: а — при малом r; б — при большом r
(фиг. 661, б), который легко определяется из уравнения (613 а), если предположить, что относительная деформация крайнего слоя равна  :
:
 (616)
(616)
Таким образом, радиус упругого перегиба — величина постоянная на всем протяжении правки и не зависит от кривизны выпрямляемого материала.
Для определения 1 положим, что относительная деформация крайних волокон листа, за пределом текучести, выразится следующим образом:

Полагая r min = 10 и подставляя значение  , получаем
, получаем
 (617)
(617)
Зная , по диаграмме растяжения, находим 1. При выполнении ориентировочных и проектных расчетов могут быть использованы механические характеристики различных сортов листового металла, приведенные в табл. 61.
Т а б л и ц а 61








