 2015-02-18
2015-02-18 698
698Под жесткостью технологической системы понимают ее способность противодействовать относительному перемещению режущего инструмента и обрабатываемой детали в направлении получаемого размера под действием возникающих при обработке усилий.
Под влиянием сил резания происходят как упругие перемещения деталей технологической системы, так и контактные деформации в стыках, в результате чего нарушается первоначально установленное относительное положение инструмента и обрабатываемой детали.
Выдерживаемый на данной операции размер получает приращение, величина и знак которого зависят от конструктивного исполнения, качества сборки и степени изношенности узлов станка, места приложения нагрузки и направления вектора силы резания.
Аналитический расчет величины относительного перемещения инструмента и детали под действием всех трех составляющих силы резания (Рx, Py, Pz) весьма трудоемок. Поэтому для этой цели пользуются экспериментальными методами. Наиболее распространеннымииз них являются метод статического нагружения и так называемый производственный метод.
Методом статического нагружения определяют жесткость станков при нагруженииих узлов силой определенной величины и направления. Одновременно с нагружением измеряют величину упругих перемещений под действием прилагаемой силы. На токарном станке направление нагружающей силы обычно принимают перпендикулярным оси шпинделя, имея в виду то, что в большинстве случаев радиальная составляющая силы резания Py оказывает наибольшее влияние на приращение размера обрабатываемой поверхности. Схема определения жесткости по этому методу показана на рис. 1.
Величина нагружающей силы Py изменяется с помощью кольцевого динамометра 5. Каждое деление индикатора 2, установленного в динамометре, соответствует силе 425 Н. Измерение упругих деформаций производится с помощью индикатора 3, установленного на скобе 7.
Передний конец скобы закреплен в резцедержателе 1, а на заднем конце скобы закреплен индикатор 3, ножка которого упирается в нагрузочный валик 4, установленный в центрах станка. Нагружение производится свинчиванием гайки 6 с резьбового наконечника скобы.
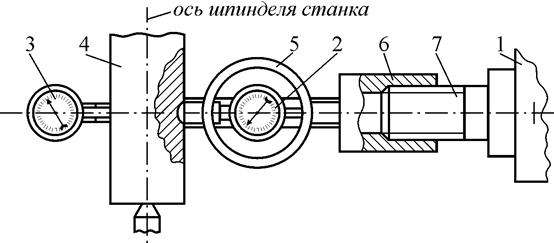 |
Рис. 1. Схема определения жесткости станка методом статического нагружения
Показания индикатора 3 соответствуют суммарной величине деформаций в технологической системе – yc. Как правило, зависимость yc = f(Py) нелинейная, а ее график (рис. 2), построенный даже после многократного повторения цикла нагрузка-разгрузка, имеет петлю гистерезиса. Если в какой-либо точке кривой yc = f(Py) провести касательную, то ее угловой коэффициент (численно равный тангенсу угла наклона) называют коэффициентом жесткости (J).
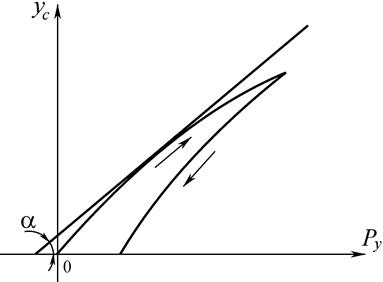
Рис. 2. График зависимости деформаций от величины силы Py
Определив среднюю величину этого коэффициента в интересующем нас диапазоне как отношение J = Δ Py / Δ y и рассчитав силу Py, мы можем найти перемещение технологической системы, а следовательно, и приращение размера обрабатываемой детали по сравнению с настроечным.
Однако этот метод не учитывает действиедвух остальных составляющих силы резания (Рx и Рz). Кроме того, условия статического нагружения не соответствуют реальным, например, отсутствуют вибрации, сопровождающие процесс обработки и увеличивающие деформацию технологической системы. В связи с этим погрешности при определении приращений размеров таким методом весьма велики.
Производственный метод являетсяболее точным. Преимущество этого метода перед другими состоит в том, что величина упругих перемещений определяется непосредственно при обработке. Условия нагружения технологической системы могут при этом в точности соответствовать производственным. Вместо измерения относительных смещений узлов станка здесь измеряют непосредственно приращение размера на обработанной детали. Сущность производственного метода состоит в том, что обрабатывается заготовка со ступенчатым припуском (рис. 3).
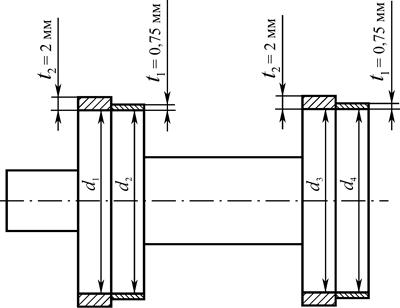
Рис. 3. Эскиз заготовки
При обработке такой заготовки изменяется глубина резания. С изменением глубины резания изменяется сила резания и, следовательно, величина деформации технологической системы. На обрабатываемой поверхности появляется уступ, высота которого Δ y равна разности перемещений технологической системы при обработке с глубиной резания t 1 и t 2. Подсчитав силы Py 1 и Py 2 и их разность Δ Py = Py 2 – Py 1, можно, как и в предыдущем случае, найти коэффициент жесткости J= Δ Py / Δ y.
Однако для технолога определение жесткости оборудования не является самоцелью. Его, прежде всего, интересует, как отразится нестабильность упругих перемещений технологической системы на точности обработки.
С этой целью диаметр меньшей ступени заготовки (рис. 3) выполняют равным наименьшему, а диаметр большей ступени – наибольшему предельному размеру заготовки, на обработку которой настроен станок. Таким образом, при обработке меньшей ступени будет сниматься наименьший припуск t 1, а при обработке большей ступени – наибольший припуск t 2. Величинаизменения припускана диаметр (удвоенная величина Δ t) равна допуску на размер заготовки, т.е. имитируется обработка двух заготовокиз партии – наибольшей и наименьшей. Иногда высоту ступени Δ t дополнительно увеличивают для того, чтобы учесть колебание твердости обрабатываемого материала.
Высота ступени на обработанной поверхности в месте перехода припуска от минимального к максимальному соответствует величине поля рассеивания размеров, которое возникает из-за различия перемещений в технологической системе при обработке партии заготовок с разными припусками на обработку.
Поскольку жесткость задней бабки станка отличается от жесткости передней бабки, то при снятии одного и того же припускана правом и левом концах вала (за одну установку)изменение размера на обработанной поверхности будет различным. По разности размеров на концах вала можно судить об ожидаемой величине конусности обработанных деталей.
Минимальную величину конусности будет иметь деталь с наименьшим припуском, а наибольшую конусность – деталь с наибольшим припуском (условно принимается, что величина припуска вдоль оси на каждой заготовке постоянна). Эту конусность можно скомпенсировать за счет сдвига задней бабки. В этом случае конусность детали несколько уменьшится.








