 2015-03-22
2015-03-22 1727
1727Размер, проставляемый на чертеже, называется номинальным размером. При изготовлении детали точно получить номинальный размер невозможно. Если измерить диаметры нескольких одинаковых изготовленных деталей, например валиков, выполненных по одному и тому же чертежу с одним и тем же номинальным размером диаметра, то все полученные размеры будут в какой-то степени отличаться друг от друга. Размеры детали, установленные в результате измерения, называются действительными размерами.
На точность изготовления влияют такие факторы, как точность установки инструмента, температурные условия, вибрация, точность изготовления оборудования и т. п. Учитывая это, конструктор задает на чертеже не только номинальный размер, но и ограничивает допустимые предельные отклонения от этого размера. Фактически на чертеже проставляют два допустимых размера. Например, размер Ø85± 0,011 указывает, что детали, имеющие диаметр более 85,011 мм и менее 84,989 мм, будут непригодными. Больший размер (85,011) называют наибольшим предельным размером (dнб)y а меньший (84,989) — наименьшим предельным размером (dHM). Разность между наибольшими наименьшим предельными размерами называется допуском, который обозначается буквой Т (T = dH6 — dHM).
 Предельные размеры записывают на чертеже предельными отклонениями от номинального размера. Верхнее предельное отклонение ES(es) —это разность между верхним предельным и номинальным размерами:
Предельные размеры записывают на чертеже предельными отклонениями от номинального размера. Верхнее предельное отклонение ES(es) —это разность между верхним предельным и номинальным размерами:
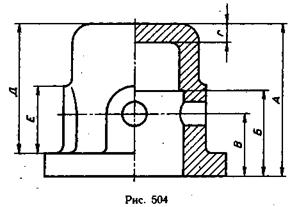
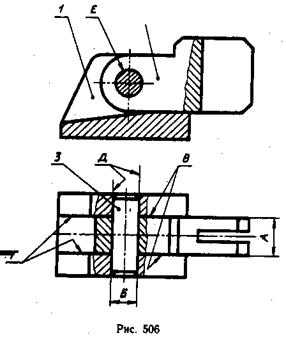
ES(es)=Dнб(dнб)—D(d). В приведенном выше примере оно равно +0,011. Нижнее предельное отклонение ЕІ(еі) — разность между наименьшим предельным и номинальным размерами: El (ei)—DHM(dHM)—D(d). Если верхнее (Ø40-0,016) или нижнее (048+0,039) отклонение равно нулю, то наибольшим или наименьшим предельным размером будет номинальный размер. В первом случае наибольший предельный размер равен 40, т. е, номинальному размеру, а наименьший — 39,084. Во втором случае наибольший предельный размер равен 48,039, а наименьший 48, т. е. номинальному размеру. Особой точности требует выполнение размеров сопрягаемых поверхностей, т. е. таких, которыми две разные детали соприкасаются. На рис. 506 такими размерами являются размеры А и Б. При соединении двух деталей различают охватываемые и охватывающие поверхности. Охватываемую поверхность условно называют валом, а охватывающую — отверстием. На рис. 506 охватывающие поверхности отмечены буквами Г и Д, а охватываемые — В и Е.
Характер соединения двух деталей, определяемый соотношением охватываемого и охватывающего размеров, называют посадкой. Посадки могут быть подвижными, неподвижными и переходными.
Подвижные посадки обеспечивают свободное перемещение деталей относительно друг друга. Диаметр отверстия D при этомбольше диаметра вала d, т. е. соединение имеет гарантированный зазор S = D—d.
Неподвижные посадки обеспечивают неподвижность соединения деталей. Диаметр отверстия при этом меньше диаметра вала (D<d), т. е. соединение имеет гарантированный натяг (n). Натягом называют разность размеров диаметра вала и диаметра отверстия до сборки (N = d — D). Величина натяга обеспечивает разную степень неподвижности деталей.
Переходные посадки находятся на границе с подвижными и неподвижными посадками. Посадки в этом случае могут осуществляться как с наименьшими зазорами, так и с наименьшими натягами. Неподвижность соединения деталей при таких посадках обеспечивается применением дополнительных фиксирующих деталей (винтов, штифтов, шпонок).
При соединении двух деталей посадка может быть осуществлена за счет разности размеров вала при неизменном размере отверстий и наоборот — за счет разности размеров отверстия при неизменном размере вала. Это определяет две системы посадок: систему отверстия и систему вала.
В системе отверстия с отверстием (Н) соединяют различные валы, получая тем самым необходимые зазоры и натяги. В системе в а л а посадки получают, соединяя различные отверстия с основным валом (h). На рис. 506 стандартный цилиндрический штифт 3, имеющий заданные стандартные размеры, использован в качестве оси прижима 2. Посадка штифта 'осуществлена в системе вала. Отверстие в прижиме 2 обработано с такими допусками, которые обеспечивают зазор, а в стойке 1 допуск обеспечивает натяг. В результате штифт неподвижно установлен в отверстиях стойки, а прижим поворачивается на нем свободно. В системе отверстия выполнена посадка прижима в пазу стойки. Паз в стойке можно в данном случае считать основным отверстием (H), а размеры толщины прижима (вала) следует выполнять с такими допусками, чтобы обеспечить зазор. При соединении деталей предпочтительно применять систему отверстия, так как изготовить вал требуемого размера значительно проще, чем отверстие.
 ГОСТ 25346-82, ГОСТ 25347-82, ГОСТ 25348—82, ГОСТ 25349—82 устанавливают Единую систему допусков и посадок для стран —членов СЭВ (ЕСДП СЭВ). Ряды допусков разделены в этой системе на 19 квалитетов (степеней точности): 01, 0, 1, 2, 3, 4, 5 и т. д. Квалитет— это совокупность рядов допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
ГОСТ 25346-82, ГОСТ 25347-82, ГОСТ 25348—82, ГОСТ 25349—82 устанавливают Единую систему допусков и посадок для стран —членов СЭВ (ЕСДП СЭВ). Ряды допусков разделены в этой системе на 19 квалитетов (степеней точности): 01, 0, 1, 2, 3, 4, 5 и т. д. Квалитет— это совокупность рядов допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
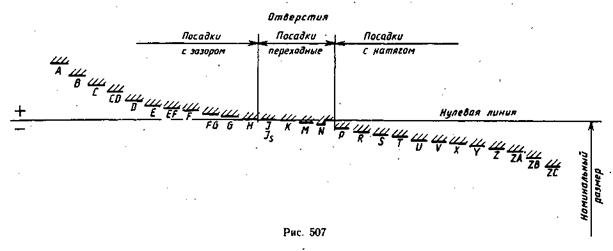 |
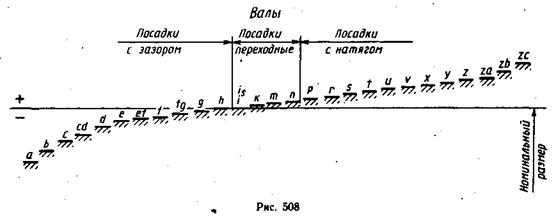
Допуски на особо точные размеры (размеры в измерительных инструментах, калибрах, шаблонах и т." п.) определяют квалитеты 01 — 7; на сопрягаемые размеры — квалитеты 4—11 и для несопрягаемых размеров — квалитеты 12—17. Характер соединения двух деталей — посадка — зависит от положения поля допуска относительно нулевой линии, соответствующей номинальному размеру. Положение поля допуска определяется отклонением, ближайшим к нулевой линии, которое называется основным отклонением. В ЕСДП СЭВ основные отклонения обозначают буквами латинского алфавита: для отверстия — прописными, для валов — строчными (рис. 507, 508). В системе отверстия нижнее предельное отклонение размера основного отверстия равно нулю и обозначается буквой Н. В системе вала верхнее предельное отклонение размера основного вала равно нулю и обозначается буквой h. Условные обозначения полей допусков состоят из букв, обозначающих основные отклонения, и цифр, соответствующих номерам квалитетов (g6, h8, Н6, Js6).
Предельные отклонения на чертежах указывают тремя способами: условными обозначениями полей допусков (20Н7; Ø22f7); или числовыми значениями предельных отклонений (20+0021; Ø22-0,041-0,020);' или смешанным способом (20Н7+0021). При нанесении предельных отклонений числовыми значениями верхнее отклонение помещают над нижним (45+0,043+0,068). При симметричном расположении поля допуска, когда предельные отклонения равны, величину отклонений указывают один раз (85±0,011). Предельные отклонения, равные нулю, не указывают (110+0035; 65-0,046).
На сборочных чертежах предельные отклонения указывают дробью: в числителе — условное обозначение поля допуска отверстия, в знаменателе — вала одним из трех способов
(например  )
)
 |

