 2014-02-02
2014-02-02 3129
3129Система допусков ОСТ
Система действовала до 1980 года. Основные определения и понятия почти полностью совпадают. Диапазоны разбиты на группы, формулы для расчета, единицы допуска не совпадают. В системе ОСТ ряды допусков называются классами точности, и располагаются в порядке убывания точности: 02, 03…09, 1, 2, 2а, 3, 3а,…, 10, 11.
Ни одна группа размеров не содержит все классы точности. В системе ОСТ также существует посадки системы отверстия (А) и системы вала (В). Всем посадкам присвоены названия, приблизительно отражающие характер соединения.
Посадки с натягом: третья прессовая Пр3, вторая прессовая Пр2, горячая Гр, прессовая Пр, легкопрессовая Пп. Переходные посадки: глухая Г, тугая Т, напряженная Н, плотная П. Посадки с зазором: скользящая С, посадки движения Д, ходовая Х, легкоходовая Л, широкоходовая Ш1, Ш2, Ш 3, теплоходовая Тх.
Существуют предпочтительные поля допусков. Условные обозначения аналогичны. Классы точности обозначаются цифровыми индексами, при условиях обозначающих полей допусков.
ЕСПД СЭВ. Необходимость замены может возникнуть при ремонте, при переработке технической документации, при проникновении новых иск – мов и назначение посадок по аналогии со старыми. Принято считать, что характер соединения сохраняется, если поля допусков из новой системы не выходит за границу заменённого поля допуска ОСТ, более чем на 10%. Заменимость посадок характеризуется относительной разностью допусков посадок j ТП% и отношением разности предельных зазоров (натягов) к допуску посадки ОСТ(j S(N)%)
j ТП=((ТПост – ТПпов)/ТПост)*100%; j S(N)=((S(N) – S(N)ост)/ТПост)*100%
Калибрами – называют бенекальные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей детали.
Калибры бывают: предельные и нормальные.
Предельные калибры позволяют определять, находится ли проверяемый размер в пределах допуска. При образовании таких посадок такой контроль гарантирует качественное соединение деталей.
Нормальным калибром называется точные шаблоны, которые служат контрольного сложения профилей, например эвольвентных.
О годности детали судят по равномерности зазора между проверяемым профилем и рабочим профилем нормального калибра. Наиболее часто предельный калибр применяют для контроля цилиндрических валов и отверстий.
Валы проверяют калибрами – скобами, отверстия – калибрами – пробками.
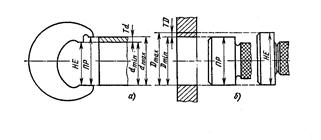
Таким образом при контроле валов годными окажутся валы, которые проходят в раствор губок ПР = dmax и не проходят НЕ = Dmax. В соответствии с этим калибры делятся на проходные ПР и непроходные НЕ. Детали, которые не проходят через проходные калибры, относятся к исправленному браку, а детали, которые проходят через непроходящее к неисправленному.
По назначению предельные калибры подразделяются на: рабочие, приемные, контрольные.
Рабочие калибры предназначены для контроля деталей в процессе их изготовление, или пользуются рабочие и контролёры ОТК завода изготовителя. В последнем случае часто применяют частично изношенные калибры ПР и новые НЕ.
Приёмные (П – проходной, Н – непроходной) применяют для приёмки деталей представителями заказчика. Как правило, ими служат изношенные проходные и новые непроходные калибры, чтобы не браковались детали, правильно изготовленные и принятые по рабочим калибрам.
Контрольные служат для контроля износа рабочих калибров.
Калибры изготавливают из инструментальных и углеродистых цементируемых сталей. Для повышения износостойкости применяют твёрдосплавные калибры.
Допуски калибров
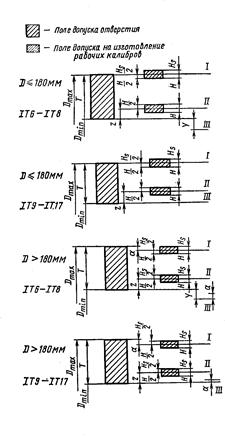
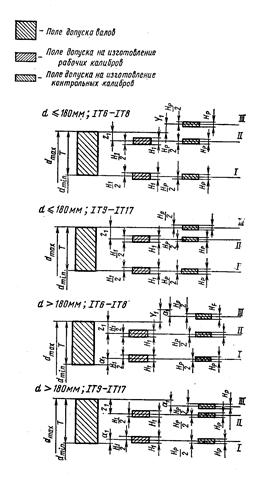
Поля допусков калибров располагается относительно их номинальных размеров следующим образом: непроходная сторона, проходная сторона, границы износа.
Для изготовления калибров предусмотрены следующие допуски: Н – на рабочие калибры – пробки; Hs – на те же калибры со сферическими измерительными поверхностями; Н1 – на калибры – скобы; Нр – на контрольные калибры (предназначенные для контроля скоб).
Поле допуска отверстийПоле допуска валов
Точность формы деталей. Шероховатость поверхностей
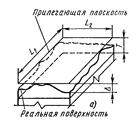
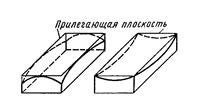
В процессе изготовления деталей возникает погрешность, не только размеров, но так же формы и расстояния номинальных поверхностей, кроме того, режущие элементы любого инструмента оставляют на обрабатываемых поверхностях следы в виде чередующихся выступов и впадин. Эти неровности создают шероховатость и волнистость поверхностей. Таким образом, на чертежах форму деталей задают идеально точными номинальными поверхностями, плоскостями, профилями. Изготовленные детали имеют реальные поверхности, которые отличаются от номинальных отклонений формой и расположением, а так же шероховатостью и волнистостью. Отклонение формы поверхности называется отклонения формы реальной поверхности от номинальной. В общем случае в отклонение формы входит волнистость и не входит шероховатость. Отклонение формы отсчитывается от точек реальной поверхностей до прилегающих поверхностей, прямой, профиля по формам к ним. Прилегающая поверхность – плоскость, соприкасающаяся с реальной поверхностью и расположенная так, чтобы отклонения от неё до наиболее удачных точек реальной поверхности в пределах нормируемого участка имела минимальное значение.
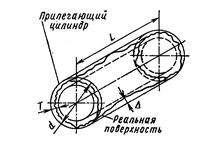
Прилегающая окружность-окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения.
Прилегающая плоскостьПрилегающая прямая
Прилегающий цилиндр
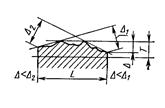
Отклонения формы, а часто и расположение оценивают наибольшим отклонением, при этом должно обеспечиваться, что d < Т, где Т – допуск формы или расположения.
Поле допуска формы представляет собой область в пространстве или на плоскости, внутри которой должны находиться все точки реальной поверхности или реального профиля. Отклонение от плоскости определяется по наибольшему наклонению d. В частном случае отклонения от плоскости является выпуклость и вогнутость. Отклонение от формы цилиндрической поверхности характеризуется нецилиндричностью.
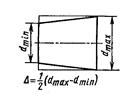
Частным случаем отклонения цилиндричности является:
1) Конусность 2) Бочкообразность 3) Седловидность

Основные причины появления отклонений.
Формы цилиндрической поверхности
Ø Овальность – биение шпинделя станка
Ø Огранка – изменение линейных центров вращения детали
Ø Конусность – износ резца, неспособность штенделя и задней балки
Ø Бочкообразность - деформация длинных валов при обработке

