 2015-03-08
2015-03-08 3974
3974Механическая обработка дерева – этому человек научился очень давно. Оно и понятно - дерево легко поддается обработке (гораздо легче чем металл или камень) и при этом достаточно прочное и доступное, особенно для средней полосы. Именно поэтому изделия из дерева всегда были в быту людей и занимали там далеко не последнее место. Более того, если говорить о дне сегодняшнем, то деревянные изделия – это своего рода шик, признак статуса – только в отделке дорогие автомобилей используется дерево, только дорогая мебель сделана из деревянного массива и т.д. Плотницкое искусство плавно развилось в столярное после того, как стали появляться более изящные и сложные инструменты для обработки дерева, позволившие мастерам придавать более точную форму деталям из дерева, делать их гладкими и ровными. Время во все вносит неизгладимый отпечаток. Методы и приемы обработки дерева в настоящий момент остались такими же как и раньше, но серьезно изменился иусовершенствовался инструмент, используемый для механической обработки дерева, облегчающий мастеру-столяру труд по созданию шедевров. Древесина, по сути своей, это полимер естественного происхождения, состоящий из волокон, направленных вдоль ствола, благодаря чему обладает стойкостью к воздействию химически агрессивных сред, неплохой прочностью, отличной упругостью, малым весом и низкой теплопроводящей составляющей. Однако различные породы дерева различаются своим строением, а так же цветом и прочностью. Поэтому различается и подход в обработке древесины различных пород дерева. У каждой породы существуют свои плюсы и минусы, поэтому важно их знать и учитывать при работе с деревом. Ровно по той же причине разная древесина в разной степени поддается полировке, окраске и обработке лаками. Так и получается, что мастер по дереву вкладывает в свою работу не только механическую составляющую, но и творческую. Хороший мастер – это художник своего дела.
Обработка пластмасс
Многие пластмассы можно достаточно легко обрабатывать обычными для металлов методами: сверлением, пилением, фрезерованием, точением и даже лазерной резкой. Причем для распиливания следует пользоваться ножовкой по металлу или лобзиком, но не пилой по дереву. Для ручной резки листов (оргстекло) используют специальный резак. Окончательную обработку можно выполнять шлифованием и полированием. Однако для пластмасс существуют свои особенности, из которых главные - это низкая температура плавления и низкая теплопроводность. Поэтому важно контролировать перегрев детали. В особенности это относится к акриловым полимерам (оргстекло) имеющим очень низкую теплопроводность и температуру размягчения. При нагреве полимера, стружка размягчается и начинает прилипать к обрабатывающему инструменту. Отчасти нагрев пластмасс снизится если инструменту будет заточен, что исключит излишнее трение. При сверлении отверстий необходимо периодически останавливать процесс, вынимая сверло для охлаждения и удаления стружки. Если пластмасса хрупкая, например оргстекло, то при сверлении сквозных отверстий, необходимо под низ подкладывать деревянную дощечку (или что то подобное) для предотвращения обламывания краев при выходе сверла.
Коэффициент термического расширения пластмасс значительно выше чем у металлов, поэтому в случаи необходимости получения точных размеров, перед измерением размеров деталь необходимо охладить. После сверления, пиления или другой обработки, часто возникает необходимость в шлифовании и полировании поверхности. Полирование пластмасс можно осуществлять следующими способам:
· Механическое полирование
· Термическое полирование
· Химическое полирование
В то время когда определенные свойства являются недостатками при механическом полировании, например низкая температура плавления и низкая теплопроводности, при других способах полирования могут оказаться достоинством При механическом полировании полимеров основное внимание необходимо уделять отсутствию перегрева, что при низкой теплопроводности может произойти очень легко. Если вам нужно отшлифовать и отполировать незначительную площадь, то учитывая податливость пластмасс механической обработки, шлифовать и полировать пластмассу лучше вручную, периодически проверяя нагретость поверхности пальцем. Однако мы приведем режимы механической обработки (которые для некоторых могут оказаться ограничением ручной обработки): Окружная скорость - 12-15 м/с Удельное давление на обрабатываемую поверхность - 0,2-0,1 кГ/см2 То есть при шлифовании и полировании полимеров требуемое давление на поверхность в 10 раз, а скорость в 3 раза меньше чем при полировании стали. На заключительных этапах обработки давление должно быть наименьшим. Теперь о том, какие средства использовать для шлифования и полирования. Со шлифование все понятно, берем обычную шкурку зернистостью примерно от Р800 и мельче, и шлифуем последовательно переходя к другой зернистости, как при шлифовании любого другого материала. После шлифования шкуркой следует этап полирование пастами или суспензиями. Термическое полирование заключается в оплавлении неровностей поверхности под действием нагретого газа, и оказывается возможным благодаря относительно низкой температуре плавления полимеров. Такая обработка подходит только для так называемых термопластов - полимеров расплавляющихся при нагревании. Химическое полирование полимеров заключается в воздействии растворителя на пластик, при котором поверхность полимера, поглощает растворитель, становится мягкой и выравнивается. На таком принципе работают некоторые автополироли для пластика. К недостаткам таких средств, на основе растворителя, относятся пары растворителя, вдыхаемые человеком, и пожароопасность. Вдобавок может образоваться пятно из-за изменения структуры поверхности.
Билет 7 Сплавы – это металлические материалы, состоящие из двух и более элементов, в том числе и неметаллов. Входящие в состав сплава вещества принято называть компонентами сплава, причем компоненты могут быть простыми (Fe, Cu) и сложными (Fe3C, CuAl2). При взаимодействии компоненты сплава образуют различные фазы. Фазой называется однородная по составу, строению и свойствам часть сплава, отделенная четко выраженной границей от других его частей. Термин «сплав» говорит о том, что первоначально эти материалы действительно получали только сплавлением, то есть перемешиванием в жидком, расплавленном состоянии с последующей кристаллизацией. Но сегодня существует много других способов:
· порошковая металлургия (прессование порошков компонентов, затем спекание их при высокой температуре),
· диффузионное насыщение поверхности одного компонента другим,
· электролиз расплавов,
· кристаллизация из паров в вакууме.
Тем не менее, термин остался. Компоненты, входящие в состав сплава, могут взаимодействовать по-разному. От вида взаимодействия зависят строение и свойства сплава. В расплавленном состоянии большинство металлов растворяются друг в друге без ограничений, образуя жидкий раствор. При кристаллизации они могут образовать подобную структуру – твердый раствор одного компонента в решетке другого. Иногда компоненты вступают в химическое взаимодействие и образуют химическое соединение. Но бывает и так, что между компонентами в твердом состоянии нет никакого взаимодействия, и тогда они кристаллизуются раздельно, каждый образует свои собственные кристаллы, а сплав представляет собой механическую смесь кристаллов исходных компонентов.
Рассмотрим все эти случаи подробнее.
1) Твердые растворы возникают, если атомы одного компонента могут встраиваться в кристаллическую решетку другого компонента. Тот компонент, которого в сплаве больше и решетка которого сохраняется, называется растворителем. Компонент, доля которого меньше, занимает какие-то места в решетке растворителя и называется растворенным веществом. Твердые растворы могут быть образованы двумя способами:
а) Твердые растворы замещения возникают, если атомы одного компонента замещают атомы другого компонента в его решетке (рис. 48). Здесь компонент A является растворителем, а компонент B – растворенным веществом. Таким образом обычно растворяются друг в друге металлы, если их атомные радиусы близки (разница в размерах атомов не должна превышать 15 %). У металлов возможна даже неограниченная растворимость, когда атомы компонента B замещают атомы компонента A в любой пропорции, от 0 до 100 %. Для этого, кроме близкого размера атомных радиусов, они должны иметь один тип решетки и одинаковое строение валентной электронной оболочки. Такими парами являются, например, Cu и Ni, Fea и Cr. Гораздо чаще встречается ограниченная растворимость, когда замещение атомов растворителя атомами растворенного компонента возможно до какого-то определенного содержания, называемого пределом растворимости. Так, например, растворяются цинк или олово в меди. Предел растворимости цинка в меди составляет 39 %.
б) Твердые растворы внедрения возникают, если атомы одного компонента (B) находятся в порах кристаллической решетки другого компонента (A). Так неметаллы с маленькими размерами атомов растворяются в металлах (рис. 49). Твердые растворы внедрения всегда ограниченные, так как количество пор в решетке ограничено и не любого размера поры годятся для размещения атомов растворенного вещества. Примеры твердых растворов внедрения: углерод в железе, кремний в алюминии. Под микроскопом твердые растворы выглядят так же, как и чистые металлы: видны только границы зерен (рис. 50). Твердый раствор – это одна фаза, поэтому рентгеноструктурный анализ покажет только решетку металла-растворителя, но ее параметры будут отличаться в большую или меньшую сторону из-за искажений, вызванных растворенным веществом. Свойства сплавов, представляющих собой твердые растворы, могут очень сильно отличаться от свойств исходных компонентов. Именно твердые растворы являются основой большинства современных промышленных сплавов, потому что они дают наибольшие возможности для получения необходимых эксплуатационных свойств. Обозначают твердые растворы греческими буквами: альфа, бетта, гамма, дельта, … или A(B), где A – растворитель, B – растворенный компонент.
2) Механическая смесь кристаллов возникает, если компоненты не могут растворяться друг в друге и не вступают в химическую реакцию. Такие сплавы представляют собой смесь сросшихся между собой кристаллов исходных компонентов. Под микроскопом в сплаве, представляющем собой механическую смесь кристаллов, видны зерна двух разных видов: зерна A и зерна B (рис. 51). Это двухфазная структура, поэтому рентгеноструктурный анализ сплава показывает два вида решеток: металла A и металла B. Различие между сплавом-твердым раствором и сплавом-механической смесью легко представить на таком простом примере. Строится стена из кирпичей разного цвета: красных и белых, например. В одном случае кирпичи располагаются вперемешку, выбирает их каменщик, не глядя. В другом случае часть стены сложена только из красных кирпичей, а вторая ее половина – только из белых. В обоих случаях получится стена одинакового размера, но первая похожа на твердый раствор, где перемешивание идет на уровне атомов, а вторая – на механическую смесь кристаллов разных веществ. Свойства сплава линейно зависят от количества кристаллов того и другого компонента; значения механических и физических характеристик являются промежуточными между свойствами чистых исходных веществ. Поэтому возможности выбора сплава с нужными свойствами ограничены. Обозначается механическая смесь как сумма двух компонентов: A + B.
3) Химическое соединение возникает, если компоненты могут вступать в химическую реакцию друг с другом и образовывать устойчивое сложное вещество со строго определенным соотношением между атомами одного и другого компонента. Химическое соединение можно выразить простой формулой AmBn, где m и n – натуральные числа.
Химические соединения возникают между компонентами с разными кристаллическими решетками или разным строением валентной электронной оболочки. Пример: медь и алюминий имеют одинаковый тип кристаллической решетки (ГЦК), но разное строение внешней электронной оболочки. Они образуют химическое соединение CuAl2 со своей кристаллической решеткой (рис. 52). Такие соединения называются интерметаллидами. Их кристаллическая решетка, температура плавления, все физические, химические и механические свойства резко отличаются от свойств исходных компонентов. Как правило, интерметаллидные соединения имеют менее компактные, более сложные кристаллические решетки, чем металлы. Поэтому они тверже и прочнее исходных металлов, но менее пластичны. Встречаются в сплавах и соединения металлов с неметаллами: карбиды MexCy, нитриды MexNy и т. п. В сплавах химические соединения являются упрочняющими фазами, но состоящие только из химического соединения сплавы применяются редко. Образовавшееся соединение тоже становится компонентом сплава, оно вступает во взаимодействие с исходными компонентами – простыми веществами. Под микроскопом химические соединения обычно выглядят как мелкие частицы внутри кристаллов одного из компонентов или твердого раствора (рис. 53). Рентгеноструктурный анализ, конечно, покажет новый тип решетки: не исходных компонентов, а их соединения.
Билет 24 Обработка металлов давлением (ОМД) – технологический процесс формоизменения металлического тела (заготовки) за счет пластической деформации под воздействием на тело внешних сил. Все технологические процессы ОМД, принято делить на процессы, завершающие металлургический цикл (прокатка, прессование, волочение) и процессы производства заготовок деталей и готовых деталей, применяемые в машиностроении (ковка, горячая штамповка, и др. Прокатка - процесс пластической дефор-мации заготовки между вращающимися валками с целью получения заданных форм, размеров и физико-механических свойств. Волочение - процесс протягивания обрабатываемой заготовки через постепенно суживающееся отверстие инструмента (волоки). При волочении площадь поперечного сечения уменьшается, приобретая постоянное сечение по всей длине. Напряжение в вытягиваемом конце обрабатываемого металла во избежание обрыва не должно превышать его предела текучести. Таким образом, для устойчивости процесса волочения необходим определенный запас прочности в сечении после волочения. Приложение растягивающего усилия уменьшает пластичность и ограничивает величину деформации за одну протяжку и от отжига до отжига в целом Прессование - выдавливание металла из замкнутой полости через отверстие в инструменте.
Билет 9 Сварка - производительный и универсальный технологический процесс получения неразъемных соединений. Он находит широкое применение во всех отраслях промышленности. Сварка применяется как отдельный процесс при изготовлении сложных пространственных конструкций, так и в сочетании с обработкой металлов давлением, литьем, обработкой металлов резанием.При сварке плавлением расплавляют кромки заготовок. В результате образуется общая сварочная ванна расплавленного металла. После застывания образуется сварочный шов. В процессе сварки плавлением, в сварочной ванне, за короткий промежуток времени, происходят сложные процессы взаимодействия различных внешних и внутренних компонентов. Материалы заготовок и дополнительный материал, вносимый в сварочную ванну, состоят из основного металла, легирующих элементов, растворенных газов и посторонних включений. Эти элементы взаимодействуют друг с другом, с газами атмосферы, с жидким металлом сварочной ванны, с материалом покрытий и шлаковой ванны. В результате химический состав и свойства сварного шва могут значительно отличаться от химического состава и свойств металлических компонентов сварочной зоны. Кристаллизация металла сварного шва начинается с частично оплавленных зерен основного металла заготовок располагаемых на границах зоны расплавления. После завершения кристаллизации, в зоне расплавления образуются зерна, частично состоящие из металлов заготовок и металла шва. Этот процесс обеспечивает сварное соединение. При перемещении сварочной ванны вдоль кромок заготовок в передней части сварочной ванны происходит оплавление металлов, а в задней - кристаллизация, что обеспечивает формирование сварного шва. Кристаллизация сварного шва отличается от кристаллизации слитков высокой концентрацией источника тепла и высокой скоростью охлаждения. Поэтому, шов неоднороден по размеру и химическому составу зерен. В верхней части шва образуются более крупные кристаллы ветвистой формы (дендритное строение). В нижней части - более мелкие кристаллы удлиненной формы (транскристаллитное строение). Шов имеет слоистую структуру. В каждом шве можно выделить три участка. Нижний участок кристаллизуется из тонкой прослойки расплава примыкающей к оплавленным поверхностям. Этот участок обогащен серой, фосфором и углеродом, переместившимися из примыкающих участков металла заготовок. Средний участок кристаллизуется из жидкого металла основного состава. Высокая скорость кристаллизации обеспечивает идентичность состава металла этого участка составу жидкого металла ванны. Верхний участок обеднен серой, фосфором и углеродом.
Жидкий металл сварочной ванны может окисляться свободным кислородом газовой атмосферы, кислородом, находящимся на кромках заготовок в виде оксидов Железо, медь, кобальт, никель поглощают водород в твердом состоянии. При плавлении этих металлов, растворимость водорода увеличивается. Поэтому при кристаллизации сварного шва возможна его пористость. Титан, ванадий, тантал, ниобий, редкоземельные металлы при большой концентрации водорода поглощают его с образованием гидридов, при малых концентрациях - с образованием твердых растворов. Кремний, алюминий, хром, углерод уменьшают растворимость водорода в сталях.
Азот растворяется в железе, молибдене, титане, марганце, с образованием нитридов МеЫ. Нитриды, увеличивая прочность сварного шва, снижают его пластичность.
Взаимодействуя с железом, сера образует сернистые соединения. При кристаллизации сульфид железа Ре8 образует эвтектику Ре8 - Ре, имеющую температуру плавления 940оС. Эвтектика располагается между зернами кристаллизующегося железа и вызывает т.н. горячие трещины (красноломкость).
Фосфор содержится в металле шва в виде фосфидов железа РеР и РеР2. Фосфиды уменьшают ударную вязкость стали и способствуют появлению т.н. холодных трещин. Для уменьшения вредного влияния фосфора, в
сварочную ванну вводят элементы (кальций или марганец), способные связать фосфор в нерастворимые железе соединения и удалить их в шлак.
Билет 10 Основными операциями термической обработки являются отжиг, закалка, отпуск и старение. В зависимости от температуры нагрева и скорости охлаждения каждая из перечисленных операций имеет несколько разновидностей. Выбор оптимального режима и вида термической обработки для каждого сплава определяют на основании анализа диаграмм фазового равновесия, что позволяет выделить следующие группы сплавов: сплавы, не имеющие фазовых превращений в твердом состоянии; сплавы с переменной растворимостью компонентов в твердом состоянии.
Отжиг - термическая обработка, в результате которой сплавы приобретают структуру, близкую к равновесной. Отжиг снимает остаточные напряжения в материале, увеличивает его пластичность и уменьшает химическую неоднородность (ликвацию) в слитках. Различают следующие разновидности отжига: отжиг для уменьшения внутренних напряжений, рекристаллизационный отжиг и диффузионный отжиг (гомогенизация). Отжиг для снятия напряжений применяется для отливок и полуфабрикатов, в которых в результате неравномерного охлаждения возникают значительные остаточные напряжения, приводящие к короблению, растрескиванию или разрушению изделия.
Для стальных и чугунных деталей отжиг проводят при температурах 450. 600оС в течении десятков часов, при этом остаточные напряжения практически исчезают. Для сплавов на основе меди или алюминия существенное уменьшение остаточных напряжений достигается при меньших температурах нагрева. Например, для холоднодеформированных полуфабрикатов из латуни отжиг при 200.250ОС практически полностью снимает остаточные напряжения. Во всех случаях охлаждение полуфабрикатов после окончания выдержки при заданных температурах должно быть очень медленным (часто вместе с печью), чтобы избежать возникновения новых напряжений.
Рекристаллизационный отжиг применяется для понижения прочности и повышения пластичности деформационного металла, а также для получения требуемого размера зерна. Температура нагрева при этом, как правило, на 100.200ОС превышает температуру рекристаллизации. В ряде случаев рекристаллизационный отжиг является окончательной обработкой полуфабрикатов.
Диффузионный отжиг или гомогенизация проводится при очень высоких температурах (но ниже температур появления жидкой фазы) в течение длительной выдержки, при этом за счет интенсификации диффузионных процессов уменьшается ликвационная неоднородность слитков или отливок. Так, диффузионный отжиг стальных слитков при 1100. 1300ОС продолжительностью 20. 50час. приводит к равномерному распределению фосфора, углерода, сульфидов и легирующих элементов в объеме заготовки. Закалка - термическая обработка, в результате которой в сплавах образуется неравновесная структура. Для получения неравновесной структуры сплавы нагревают выше температур фазовых превращений в твердом состоянии и очень быстро охлаждают, чтобы получить структуру пересыщенного твердого раствора. Как правило, после закалки проводят операции отпуска или старения.
 Отпуск и старение - термические обработки, в результате которых в ранее закаленных сплавах происходят фазовые превращения, приводящие к стабилизации структурного состояния. Сочетание закалки с отпуском или старением приводит к получению материала с более высоким уровнем физико-механических свойств по сравнению с отожженным состоянием. Термин «отпуск» применяют обычно к сплавам, испытывающим при закалке полиморфные превращения (стали, двухфазные алюминиевые бронзы, сплавы титана), а термином «старение» обозначают термическую обработку сплавов не претерпевающих при закалке полиморфных превращений (аустенитные стали, никелевые сплавы, сплавы на основе алюминия). Отпуск и старение, как правило, окончательные виды термической обработки изделий, в которых формируется структура с заданным комплексом свойств.
Отпуск и старение - термические обработки, в результате которых в ранее закаленных сплавах происходят фазовые превращения, приводящие к стабилизации структурного состояния. Сочетание закалки с отпуском или старением приводит к получению материала с более высоким уровнем физико-механических свойств по сравнению с отожженным состоянием. Термин «отпуск» применяют обычно к сплавам, испытывающим при закалке полиморфные превращения (стали, двухфазные алюминиевые бронзы, сплавы титана), а термином «старение» обозначают термическую обработку сплавов не претерпевающих при закалке полиморфных превращений (аустенитные стали, никелевые сплавы, сплавы на основе алюминия). Отпуск и старение, как правило, окончательные виды термической обработки изделий, в которых формируется структура с заданным комплексом свойств.
Билет 11 Сплавы меди с оловом, алюминием, кремнием, свинцом, бериллием соответственно называются оловянистыми, алюминиевыми, кремнистыми, свинцовистыми, берриллиевыми бронзами.Бронзы обозначают двумя буквами «Бр», далее пишут буквенные обозначения входящих в бронзу элементов (кроме меди) и затем идут цифры, показывающие содержание их в сплаве. Например: Бр010 (10%5П, остальное Си); БрАЖН10-4-4 (10%А/, 4%Рв, 4%М; остальное Си).
Оловянистые бронзы Бр010, БрОЦС3-11-5, Бр0Ф10-1 и другие применяются преимущественно в литом виде. По структуре различают однофазные и двухфазные оловянистые бронзы. В оловянистые бронзы для улучшения свойств вводят до 5% свинца (улучшает обрабатываемость резанием и антифрикционные свойства), до 1% фосфора (повышает антифрикционные свойства, износостойкость и жидкотекучесть) и до 11% цинка, который позволяет уменьшить содержание в сплаве дефицитного олова.
Если однофазную оловянистую бронзу подвергнуть диффузионному отжигу (800.850°С), она может подвергаться деформации. Двухфазные оловянистые бронзы применяют лишь в литом виде.
Оловянистые бронзы делятся на деформируемые и литейные. Деформируемые (однофазные) содержат 4...8%5П, легированы свинцом, цинком, фосфором (Бр0Ф6,5-0,5; БрОЦС4-4-2,5) они поставляются в виде прутков, труб, лент в нагартованном (наклепанном) или отожженном состояниях и используются для изготовления пружин, мембран, антифрикционных деталей.
Литейные оловянистые бронзы (БрОЦС5-5-5; БрОЦС4-4-17) имеют двухфазную структуру, обладают более высокими антифрикционными свойствами и стойкостью против коррозии.
Безоловянистые бронзы - это сплавы меди со свинцом, алюминием, бериллием, железом, кремнием, хромом и другими элементами. Так свинцовистая бронза БрС30, обладающая высокими антифрикционными свойствами, используется для изготовления вкладышей подшипников, берилиевая бронза БрБ2 имеет высокие механические свойства (ав=800МПа, 5=30%), теплостойка до 310. 340°С, и используется для изготовления упругих элементов точных приборов, деталей, работающих на износ при высоких скоростях, давлениях и температурах.
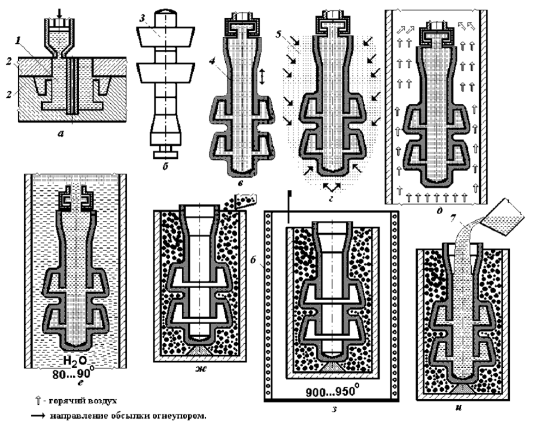
Билет 12 Литьё по выплавляемым моделям (ЛВМ) ЛВМ основано на применении моделей из легкоплавкого состава, которые после формовки выплавляются из формы (не извлекаются механически), что позволяет получать отливки наиболее сложной конфигурации с высокой точностью размеров. Технологический процесс литья, осуществляемый на автоматических линиях, состоит из следующих этапов: Модели отливок 1 (рис. 12.14, а) с элементами литниковой системы изготавливают в разъемной пресс-форме 2 запрессовкой в нее легкоплавкого модельного состава, например 50% парафина и 50% стеарина.
Рис. 12.14. Технология литья по выплавляемым моделям: а - изготовление модельных звеньев; б - сборка модельного блока; в - формовка окунанием; г - обсыпка огнеупором; д - сушка; е - выплавление моделей; ж - засыпка; з - прокаливание формы; и - заливка; 1 - модель; 2 - пресс-форма; 3 - блок моделей; 4 - слой суспензии; 5 -огнеупор; 6 - нагревательная печь; 7 - расплав.
Полученные звенья моделей собирают в блоки с моделью воронки пайкой, сваркой или механически на металлической оправке. Формовка осуществляется погружением моделей в жидкую формовочную смесь. Блок моделей 3 (рис. 12.14, б) окунают в сосуд с огнеупорной суспензией, содержащей около 90 % тонко измельченного огнеупорного материала (кварцевого песка, корунда) и жидкого связующего (раствора гидролизованного этилсиликата). На поверхности модели образуется тонкий слой суспензии 4 (рис. 12.14, в). С целью увеличения толщины этого слоя его обсыпают огнеупором 5 (рис. 12.14, г). Для получения необходимой толщины формы нанесение суспензии и обсыпку производят несколько раз с промежуточной сушкой. Каждый слой высушивают горячим воздухом (рис. 12.14, д). Просушенную форму помещают в сосуд с горячей водой (рис.12.14, е) или ванну с модельным составом и выплавляют модели. После выплавления модельного состава форму сушат на воздухе, а затем помещают в металлический контейнер (опоку) и засыпают снаружи песком, который уплотняют вибрацией, что повышает жесткость формы (рис. 12.14, ж). Для упрочнения формы ее прокаливают в нагревательной печи 6 (рис. 12.14, з). Одновременно происходит выгорание остатков модельного состава, которые могли бы привести к образованию газовых раковин в отливках. Раскаленная форма заливается расплавом 7 (рис. 12.14, и). Высокая температура формы обеспечивает повышение жидкотекучести расплава и получение тонкостенных отливок сложной конфигурации. После кристаллизации расплава и охлаждения отливки форму разрушают. Остатки растрескавшейся керамической оболочки на поверхности отливки удаляют выщелачиванием в растворе едкого натра при температуре 120°С. К достоинствам ЛВМ относятся: Возможность получения отливок самой сложной конфигурации с тонкими стенками - от 1 мм, т.к. нет механического извлечения моделей, а заливка осуществляется в горячую форму. Высокая точность размеров (1Т 8.11) и качество поверхности (Кг 40.10 мкм), т.к. нет механического извлечения моделей и используется мелкий огнеупор. Отсутствие перекосов в отливках (форма неразъемная). К недостаткам процесса можно отнести: Сложность технологического процесса и, соответственно, высокая стоимость отливок. Возможность окисления, обезуглероживания поверхностного слоя, крупнозернистость. Г азонасыщенность отливок из-за низкой газопроницаемости формы. ЛВМ применяют, прежде всего, при производстве небольших отливок сложной конфигурации из стали и тугоплавких сплавов. Способ особенно эффективен, если отливки по качеству поверхности и точности удовлетворяют предъявляемым к детали требованиям, и нет необходимости в последующей обработке резанием. Этим способом получают коромысла клапанов двигателей, детали швейных машин, стрелкового оружия, ювелирные изделия, а также лопатки газотурбинных двигателей, мерительный и режущий инструмент.
Билет 25. Закалка стали служит для по-вышения прочности, твердости, упругости, износостойкости. Процесс закалки состоит в нагреве на 30…50˚С выше критической точки нагрева Ас3≈880˚С для доэвтектоидных сталей (полная закалка) и выше критической точки Ас1=727˚С для заэвтектоидных сталей (неполная закалка), вы-держке при этих температурах и быстром охлаждении. Охлаждающими средами могут быть вода, минеральное масло, воздух, водные растворы солей, щелочей, расплавы солей. При закалке образуются неравновесные структуры с соответствующими механическими свойствами: при полной закалке – мартенсит, при неполной – мартенсит с зернами цементи-та. Если доэвтектоидную сталь нагреть до температуры выше температуры критической точки Ас1, но ниже Ас3, то происходит неполная закалка с образованием структуры, состоящей из мартенсита и феррита. В результате закалки понижается пластичность сталей. Скорость нагрева и время вы-держки при закалке зависят от химического состава стали, размеров, массы конфигурации закаливаемых деталей, типа нагревательных печей и нагревательной среды. Детали из высокоуглеродистых и легированных сталей нагревают более медленно и с большей выдержкой, чем детали из низкоуглеродистых сталей. С целью уменьшения возможных деформаций увеличивают время нагрева для деталей, более сложных по конфигурации и имеющих большую массу. Нагрев осуществляют в нагре-вательных термических печах и печах-ваннах, подогреваемых электрической энергией или сгорающими газом, мазутом, углем.
Билет 32 Титан обладает высокими механическими свойствами, высокой удельной прочностью при комнатных и криогенных температурах, а также хорошей коррозионной стойкостью. Технический титан маркируется в зависимости от содержания примесей в соответствии с ГОСТ 19807-74. Механические свойства титана сильно зависят от содержания примесей. Так небольшие количества кислорода, азота и углерода повышают твердость и прочность, но при этом значительно уменьшаются пластичность и коррозионная стойкость, ухудшается свариваемость и штампуемость. Особенно вреден водород, который образует по границам зерен тонкие пластины гидридов, сильно охрупчивающих металл. Для особо ответственных деталей применяют наиболее чистый титан - иодидний, получаемый из четырехиодистого титана методом зонной плавки. Несмотря на высокую температуру плавления, чистый титан не обладает жаропрочностью, поэтому чаще применяются различные сплавы на его основе, обладающие более высокими характеристиками прочности и жаропрочности при сохранении достаточно высокой пластичности и коррозионной стойкости. Наибольшее применение нашли сплавы на основе титана легированного алюминием, оловом, марганцем, хромом и ванадием. По технологии изготовления титановые сплавы подразделяются на деформируемые и литейные, которые в свою очередь делятся на упрочняемые и неупрочняемые термической обработкой.
Билет 13 Сущность процесса переработки чугуна в сталь сводится к снижению содержания углерода и примесей путем их избирательного окисления и перевода в шлак или газы в процессе плавки. Все промышленные способы получения металлов и сплавов с помощью электрического тока составляют суть понятия электрометаллургия. Производство стали в электропечах имеет ряд преимуществ по сравнению с другими способами выплавки стали. В электропечах можно нагревать, плавить, точно регулировать температуру металла, создавать окислительную, восстановительную и нейтральную атмосферу или вакуум. В этих печах можно выплавлять стали и сплавы любого состава. Электропечи используют для переработки стального и чугунного металлолома в высококачественные, легированные, коррозийно-стойкие стали. В электропечах выплавляют конструкционные стали ответственного назначения. Для выплавки стали используют электропечи двух типов - дуговые и индукционные. Дуплекс –процесс – это комплекс конвекторного и электропечного процесса.
Дуговая печь
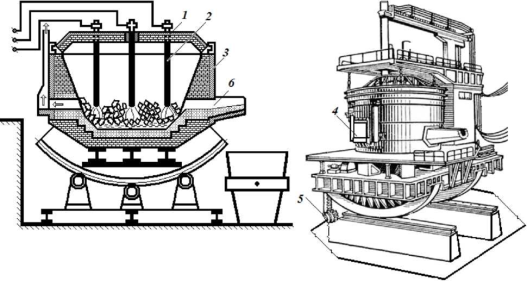 Съемный свод убирают и в печь загружают шихту: стальной лом (до 90 %), чушковой передельный чугун (до 10%), кокс для науглероживания металла, железную руду для окисления примесей и известь. Свод ставят на печь, опускают электроды и включают ток. Шихта под действием тепла, выделяемого электрической дугой, плавится. В конце расплавления образуется фосфористый шлак (в виде фосфата железа), который скачивают во избежание обратного перехода фосфора в металл. Когда содержание углерода в стали станет равным заданному, окисление углерода прекращают, окислительный шлак удаляют из печи и начинают проводить заключительную стадию плавки
Съемный свод убирают и в печь загружают шихту: стальной лом (до 90 %), чушковой передельный чугун (до 10%), кокс для науглероживания металла, железную руду для окисления примесей и известь. Свод ставят на печь, опускают электроды и включают ток. Шихта под действием тепла, выделяемого электрической дугой, плавится. В конце расплавления образуется фосфористый шлак (в виде фосфата железа), который скачивают во избежание обратного перехода фосфора в металл. Когда содержание углерода в стали станет равным заданному, окисление углерода прекращают, окислительный шлак удаляют из печи и начинают проводить заключительную стадию плавки
.Индукционная печь
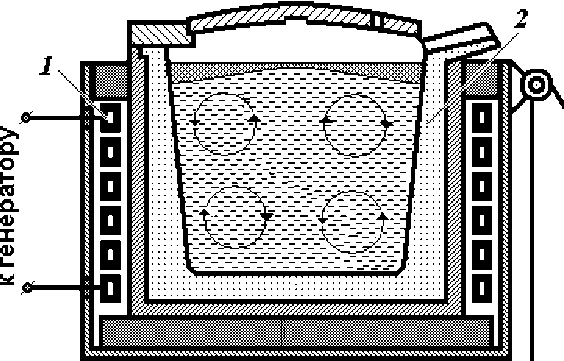
Индукционная печь состоит из индуктора 1 (рис. 11.4), внутри которого находится тигель 2 с металлической шихтой. Индуктор выполняется из профилированной медной трубки, по которой циркулирует холодная вода. При прохождении через индуктор переменного тока создается переменное электромагнитное поле. По сравнению с дуговыми электропечами индукционные печи имеют ряд преимуществ: отсутствие электродов и электрической дуги дает возможность полной изоляции металла от атмосферы. Плавка характеризуется точным регулированием температуры. Однако шлак индукционной печи по сравнению со шлаком дуговой печи имеет более низкую температуру. индукционных печах выплавляют сталь и сплавы методом переплава шихты с минимальным содержанием серы и фосфора. Для разливки стали применяют ковши, имеющие отверстие в днище, закрываемое стопором.
Билет 14 Клеи относятся к пленкообразующим материалам. Клеи применяются для склеивания различных материалов. В состав этих материалов входят: Пленкообразующие вещества (термореактивные смолы, каучук.). Растворители (спирты, бензин.). Пластификаторы, для устранения усадочных явлений при склеивании, и для повышения эластичности пленки. Отвердители и катализаторы, для перевода пленкообразующего вещества в термостабильное состояние. Наполнители, для повышения прочности и других характеристик клеевого слоя.
Клеевые соединения, по сравнению с другими видами соединений, позволяют: соединять различные материалы в различных сочетаниях; более стойки к коррозии; более технологичны при ремонте изделий; позволяют соединять тонкие изделия и т.д. Клеи классифицирую по ряду признаков. По пленкообразующему веществу различают клеи смоляные и резиновые. По адгезионным свойствам, различают клеи универсальные и специальные. По отношению к нагреву, различают клеи обратимые (термопластичные) и необратимые (термостабильные). По условия отверждения, различаю клеи горячего или холодного склеивания. По внешнему виду, различают жидкие, пастообразные и пленочные клеи. По назначению, различают конструкционные силовые и не силовые клеи. Смоляные клеи изготавливают на основе термореактивных смол, которые отверждаются в присутствии катализатора и отвердителей. Клеи холодного склеивания, как правило, обладают малой прочностью. Клеи горячего склеивания, за счет более полного отверждения, имеют высокую прочность и теплостойкость. Клеи на основе фенолформальдегидных смол применяют для склеивания металлических элементов, деталей из стеклопластика и т.д. Фенолкаучуковые клеи имеют высокую адгезию к металлам, достаточно эластичны и теплостойки, водостойки, обеспечивают прочное соединение при неравномерном отрыве Фенол кремнийорганические клеи содержат в качестве наполнителя асбест, алюминиевый порошок. Клеи термостойки, водостойки, обладают высокой длительной прочностью. Клеи на основе эпоксидных смол затвердевают только в присутствии отвердителя Они являются силовыми конструкционными клеями, обладают: высокой прочностью пленки, хорошей адгезией к металлам, водостойки, но имеют низкий предел прочности... Клеи полиуретановые холодного и горячего отвердения. В состав композиции входят полиэфиры, полиизоцианаты и цементный наполнитель. Клеи обладают: универсальной адгезией, хорошей вибростойкостью, прочностью. Клеи на основе кремнийорганических соединений обладают высокой теплостойкостью, не вызывают коррозию черных сплавов. Применяются для склеивания легированных сталей, титановых сплавов, неорганических материалов, стеклопластиков. Резиновые клеи предназначаются для склеивания резины с резиной, резины с металлами (стеклом). Они представляют собой растворы каучуков или резиновых смесей в органических растворителях. Многие из них требуют горячей вулканизации. Неорганические клеи - это высокотемпературные клеи. Клеи выпускаются в виде: концентрированных водных растворов; твердых порошков (после нанесения композиции, заготовки нагревают, композиция плавится, потом затвердевает); дисперсных растворов. Фосфатные клеи - раствор фосфатов с инертным или активным наполнителем.
Билет 20 Резина - продукт специальной обработки (вулканизации) каучука. От других материалом, резина отличается высокой эластичностью. Основой любой резины служит каучук натуральный (НК) или синтетический (СК). Для улучшения свойств каучуков, в резину вносят специальные добавки: Вулканизирующие вещества - участвуют в образовании пространственно - сетчатой структуры вулканизата. Обычно применяют серу или селен. Противостарители (антиоксидианты) замедляют процесс старения резины. Противостарители химического действия замедляют окисление каучука. Физические Противостарители (парафин, воск.) образуют на внешней части изделия защитные пленки. Мягчители (пластификаторы) облегчают переработку резиновой смеси, увеличивают эластичность каучука, повышают морозостойкость резины. Обычно применяют парафин, вазелин, стеариновую кислоту, битумы. По воздействию на каучук, различают: инертные (мел, тальк.) и активные наполнители. Инертные наполнители вводятся для удешевления резины. Активные наполнители (углеродистая сажа, оксид цинка.) улучшают механические свойства резины. Регенерат - продукт переработки старых резиновых изделий и отходов резинового производства. Кроме снижения стоимости резины, регенерат снижает склонность резины к старению. Антипирены - снижают воспламеняемость и горючесть резины. Фунгициды - защищают резину от воздействия микроорганизмов, особенно в условиях тропиков. Дезодоранты - подавляют неприятный запах резины. Красители и пигменты вводят для окраски резины. Большинство каучуков - непредельные высокомолекулярные соединения с линейной или слабоветвистой структурой. Наличие в молекулах непредельных связей позволяет переводить макромолекулы в стабильное состояние. Для этого, в местах двойной связи присоединяют двухвалентную серу, получая пространственную сетчатую структуру (вулканизация). В зависимости от вводимой серы получают сетку с разной величиной ячейки. При 1.5% серы - получают мелкоячеистую структуру и резина получается высокоэластичной. С увеличение концентрации серы, резина становится менее эластичной, повышается ее твердость. При 30% серы - получают твердый материал (эбонит).
Билет 17 Латунями называют медноцинковые сплавы. При дополнительном введении в сплав добавок алюминия, свинца, олова, кремния и других элементов получают специальные латуни. Практическое применение находят латуни, содержание цинка в которых не превышает 49%. При более высокой концентрации цинка значительно ухудшается механические свойства сплава. По структуре различают однофазные и двухфазные латуни. Наибольшей пластичностью обладают однофазные латуни, содержащие 30.32% цинка. При появлении в структуре второй фазы относительное удлинение сплава уменьшается. Так, если для однофазных латуней предел прочности составляет порядка 300 МПа и относительное удлинение 40.45%, то у двухфазных латуней эти показатели изменяются до 350.400 МПа и до 20% соответственно. Различают деформируемые и литейные латуни. Однофазные латуни хорошо деформируются в холодном состоянии, при этом происходит наклеп. Для восстановления пластичности сплав подвергается рекристаллизационному отжигу при 500. 700°С. Двухфазные латуни менее пластичны, и деформируются лишь в нагретом состоянии. Латуни являются преимущественно деформируемыми сплавами на медной основе и лишь отдельные марки специальных латуней с повышенной твердостью применяются для отливки фасонных деталей. Латуни маркируют буквой Л, после которой ставят буквы, обозначающие специально введенные элементы и числа, характеризующие содержание меди и легирующих элементов (кроме цинка). Например Л68 - латунь, содержащая 68%Си, остальное - цинк. Легирующие элементы, введенные в специальные латуни, имеют обозначения аналогичные обозначению легирующих элементов в алюминиевых сплавах. Например, ЛАЖМц66-6-3-2 (66%Си, 6%А1, 3%Ев, 2%Мп). У литейных латуней иногда содержание меди не указывают, например ЛЦ30А3 - латунь литейная, 30%2и, 3%А1, остальное медь. Специальные латуни по применению можно подразделить на латуни с высокими антикоррозионными свойствами (ЛКС80-2-2, ЛМцС58-2-2) и латуни повышенной прочности (ЛМцЖ52-4-1 и другие).
Латунные детали при длительном хранении, особенно в коррозионно-активной среде растрескиваются. Для предотвращения этого детали подвергают отжигу для снятия остаточных напряжений при 200. 300°С.
Билет 19 Доменные печи, это агрегаты непрерывного действия, в которые с определенной частотой загружают подготовленную металлошихту в виде окатышей с добавками железных руд, а также кокс. Срок непрерывной работы печи - 5.6 лет, В современных доменных печах загрузка материалов механизирована и автоматизирована.
В верхнюю цилиндрическую часть доменной печи, с помощью специального загрузочного устройства загружаются шихтовые материалы. Наличие двух конусов в засыпном аппарате обеспечивает равномерное распределение шихтовых материалов по сечению печи. В процессе работы печи шихтовые материалы постепенно опускаются из загрузочного устройства в верхнюю коническую часть печи, ниже которой располагается распар. Это самая широкая часть доменной печи, ниже распара находится заплечики, а затем горн. В верхней части горна расположены фурмы- устройства, через которые в доменную печь вдувается подогретый воздух, необходимый для сжигания кокса. Фурмы распределены равномерно по окружности горна. В горне расположены отверстия - летки для выпуска жидкого чугуна и шлака. Толщина самой нижней части печи (лещади) достигает 5,5м. И лещадь и горн контактируют с расплавленным чугуном, поэтому их выкладывают из наиболее качественного огнеупорного материала.
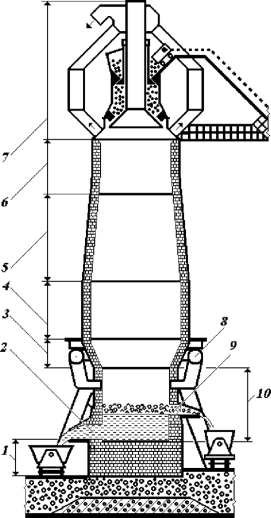 Рис. 11.1. Схема доменной печи:
Рис. 11.1. Схема доменной печи:
1 - лещадь; 2 - чугунная летка; 3 - заплечики; 4 - распар; 5 - шахта; 6 - колошник; 7 - засыпной аппарат; 8 - фурма; 9 - шлаковая летка; 10 - горн.
Доменная печь работает по принципу противотока: сверху вниз опускаются шихтовые материалы, загружаемые в печь, а снизу вверх навстречу ей поднимаются горячие газы, которые образуются при взаимодействии горячего воздуха, выходящего из фурм, с углеродом кокса. Важнейшим процессом, происходящим в доменной печи, является восстановление окислов железа. Оксиды железа, содержащиеся в руде, начинают восстанавливаться уже в верхней части шахты при температуре около 500. 570°С. Основными восстановителями являются оксид углерода, твердый углерод кокса и сажистый углерод, отложившийся в порах руды. Восстановленное железо опускается в горн, проходя через слой раскаленного кокса. Происходит науглероживание железа. Таким образом, в результате восстановления оксидов железа, марганца, кремния, фосфора и растворения их в железе в доменной печи образуется сплав шести элементов - железа, углерода, марганца, кремния, фосфора и серы. Шлакообразование активно происходит при прохождении шихты в области распара после окончания процессов восстановления оксидов железа.
Основным продуктом доменной плавки является чугун. В зависимости от химического состава и назначения доменные чугуны делятся на литейные, передельные и специальные (ферросплавы). Литейные чугуны являются исходным материалом для получения чугунных отливок. Эти чугуны поступают в литейные цеха в виде чушек - небольших слитков, которые переплавляют и получают фасонные отливки. Передельные чугуны идут на производство стали. Специальные чугуны (ферросплавы) выплавляются с высоким содержанием кремния или марганца: Побочными продуктами доменной плавки являются доменный шлак доменный газ. Доменный шлак применяется для производства строительных материалов шлакобетона. Газ после очистки используется как топливо.








