 2015-03-20
2015-03-20 2988
2988Материалы лекций по дисциплине
«Технологические процессы в машиностроении»
Преподаватель – Гольдберг В.Ф.
ЛЕКЦИЯ № 4– 2 часа
Тема 4: ЛИТЕЙНОЕ ПРОИЗВОДСТВО.
ХАРАКТЕРИСТИКА ЛИТЕЙНОГО ПРОИЗВОДСТВА
План лекции:
- сущность литейного производства;
- схема технологического процесса получения отливок;
- литейные сплавы и их свойства;
- дефекты отливок.
Сущность литейного производства
Задача литейного производства – получение заготовок и деталей машин путем заливки расплавленного металла в литейную форму, полость которой имеет очертания заготовки. После затвердевания металл сохраняет форму полости. Получаемые заготовки называются отливками.
Отливки могут иметь самую различную массу и размеры. Самые тяжелые отливки весят до 300 т; максимальная длина – 20 м, толщина стенок до 500 мм.
Существует множество способов литья, различаемых по материалу формы, операциям для её изготовления, вариантам заливки жидкого металла в форму и другим признакам.
Схема техпроцесса получения отливок
Плавильная печь Литейная оснастка
Заливка Выбивка
| ОТЛИВКА |
| ЛИТЕЙНАЯ ФОРМА |
| РАСПЛАВ |
Обрубка
Зачистка
Формовочные материалы Очистка
Термообработка
| ГОТОВАЯ ОТЛИВКА |
Готовая отливка
Рисунок 1
Есть сплавы, из которых изделия получают методами пластического деформирования(обработкой давлением), а есть литейные, из которых выгоднее отливать детали. Есть сплавы, пригодные и для литья, и для обработки давлением, например, некоторые бронзы. Чугуны являются чисто литейными сплавами.
Литейные сплавы должны обладать следующими свойствами: хорошей жидкотекучестью, малой линейной и объёмной усадкой, не иметь склонности к образованию трещин и газовых раковин и пор.
1. Жидкотекучесть – способность сплава в жидком состоянии течь по каналам формы, заполнять все ее полости и точно воспроизводить контуры отливки.
Определяется жидкотекучесть заливкой технологической спиральной пробы (рисунок 2). Мера жидкотекучести – длина заполненной части спирального канала в мм. Есть сплавы, текущие по каналам формы легко, как вода, а есть – вязкие, текущие медленно, как мёд.
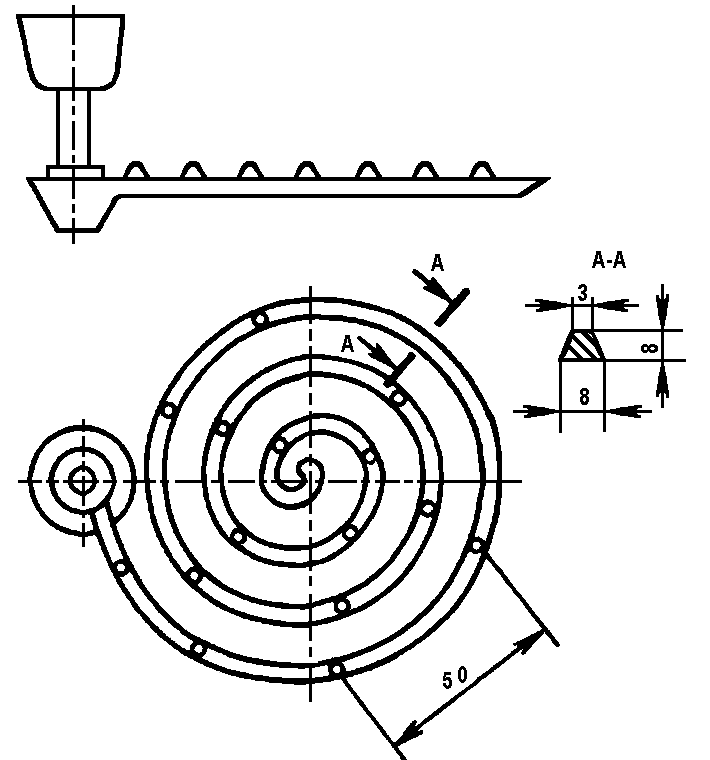 У лучших литейных сплавов – серых чугунов – жидкотекучесть достигает 1500 мм; у магниевых сплавов – всего 200 мм.
У лучших литейных сплавов – серых чугунов – жидкотекучесть достигает 1500 мм; у магниевых сплавов – всего 200 мм.
 Для оценки жидкотекучести при художественном литье выполняют клиновую пробу: чем меньше r, тем лучше.
Для оценки жидкотекучести при художественном литье выполняют клиновую пробу: чем меньше r, тем лучше.
Чтобы повысить жидкотекучесть, можно сильно перегреть сплав перед заливкой или подогреть форму.
2. Усадка – уменьшение линейных размеров и объёма сплава при охлаждении.
| Рисунок 2 – Технологическая проба для определения жидкотекучести |
Выражается усадка в относительных единицах:
линейная усадка 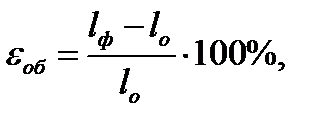
где l ф и l о – линейные размеры формы и отливки при 20 ºС;
объемная усадка 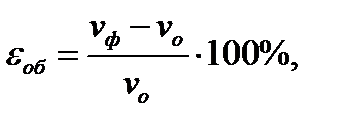
где v ф и v о – объём формы и отливки при 20 ºС.
Объемную усадку обычно не подсчитывают, так как можно считать, что
ε об ≈ 3 ε л.
Хорошие литейные сплавы – силумины (сплав алюминия с кремнием АК7, АК9), чугуны – дают усадку чуть меньше 1 %, стали и медные сплавы – 2,5-3 %.
Усадка увеличивается при большом перегреве металла перед заливкой и за счет большой теплопроводности формы.
Усадка может приводить к возникновению дефектов: усадочных раковин, трещин, коробления.
Усадочная раковина – крупная полость, образуется в той части отливки, которая затвердевает последней (рисунок 3, а).
Иногда возникает не одна крупная раковина, а множество мелких – усадочная пористость (рисунок 3, б).

а б
Рисунок 3 – Усадочная раковина (а) и усадочная пористость (б)
Чтобы предотвратить образование усадочных раковин, применяют прибыли – массивные резервуары с расплавленным металлом, питающие отливку до окончания кристаллизации (рисунок4).
Рисунок 4 – Усадочная раковина 
сосредотачивается в прибыли
3. Склонность к образованию трещин.
При затвердевании толстые и тонкие части отливки испытывают неравномерную усадку, к тому же усадке может мешать форма. На рисунок 5, а показано, что выступ 1 на поверхности формы не дает затвердевшему металлу сокращаться. На рис. 5, б сама конструкция отливки такова, что тонкие рёбра жёсткости кристаллизуются быстрее и тормозят дальнейшее сокращение размеров.
а б
Рисунок 5 – Усадке мешает форма (а); неравномерная усадка (б)
В результате в металле отливки возникают внутренние напряжения. Если они превышают прочность сплава, могут образоваться трещины.
 Горячие трещины возникают в начале затвердевания. Обычно они широкие, рваные, с окисленной чёрной поверхностью. Их образованию способствуют вредные примеси (в сталях – газы и сера), высокая температура заливки, резкие перепады сечения отливки, острые углы. Для предотвращения их появления надо избавляться от всех названных причин.
Горячие трещины возникают в начале затвердевания. Обычно они широкие, рваные, с окисленной чёрной поверхностью. Их образованию способствуют вредные примеси (в сталях – газы и сера), высокая температура заливки, резкие перепады сечения отливки, острые углы. Для предотвращения их появления надо избавляться от всех названных причин.
 Холодные трещины возникают после полного затвердевания. Они тонкие, с чистой поверхностью, внешне малозаметны и поэтому особенно опасны. Усадка продолжается и в твёрдом состоянии, поэтому напряжения растут. Способствуют появлению холодных трещин вредные примеси, особенно фосфор, сложная форма отливки, резкие перепады сечения. Надо обеспечивать равномерное охлаждение или отжигать отливки (помещать в печь и медленно охлаждать вместе с печью).
Холодные трещины возникают после полного затвердевания. Они тонкие, с чистой поверхностью, внешне малозаметны и поэтому особенно опасны. Усадка продолжается и в твёрдом состоянии, поэтому напряжения растут. Способствуют появлению холодных трещин вредные примеси, особенно фосфор, сложная форма отливки, резкие перепады сечения. Надо обеспечивать равномерное охлаждение или отжигать отливки (помещать в печь и медленно охлаждать вместе с печью).
Если напряжения не выше предела прочности, но выше предела текучести сплава, то может возникнуть коробление – искажение формы отливки, особенно тонкостенной.
4. Склонность к образованию газовых раковин и пор.
Расплавленные металлы всегда растворяют в себе газы – тем больше, чем выше температура расплава. Они захватывают газы из атмосферы и при испарении влаги из формовочной смеси. Газы образуют пузыри в теле отливки. Большие пузыри называются раковинами, мелкие – порами. Формы и стержни надо хорошо просушивать, делать выпоры (каналы) для выхода газов, не завышать температуру заливки. Самый действенный способ – дегазация металла перед разливкой.
5. Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация образуется в процессе затвердевания отливки, из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. В сталях и чугунах заметно ликвируют сера, фосфор и углерод.
Различают ликвацию зональную, когда различные части отливки имеют различный химический состав, и дендритную, когдахимическая неоднородность наблюдается в каждом зерне.
Литейные сплавы
1. Чугун является наиболее распространенным материалом для получения фасонных отливок. Чугунные отливки составляют около 80 % всех отливок.
Широкое распространение чугун получил благодаря хорошим технологическим свойствам и относительной дешевизне. Из серого чугуна получают самые дешевые отливки (в 1,5 раза дешевле, чем стальные, в несколько раз – чем из цветных металлов). Область применения чугунов расширяется вследствие непрерывного повышения его прочностных и технологических характеристик. Используют серые, высокопрочные, ковкие и легированные чугуны.
2. Сталь как литейный материал применяют для получения отливок деталей, которые наряду с высокой прочностью должны обладать хорошими пластическими свойствами. Чем ответственнее машина, тем более значительна доля стальных отливок, идущих на ее изготовление. Стальное литье составляет: в тепловозах – 40…50 % от массы машины; в энергетическом и тяжелом машиностроении (колеса гидравлических турбин с массой 85 тонн, иногда несколько сотен тонн) – до 60 %.
Стальные отливки после соответствующей термической обработки не уступают по механическим свойствам поковкам.
Используются: углеродистые стали 15Л…55Л; легированные стали 25ГСЛ, 30ХГСЛ, 110Г13Л; нержавеющие стали 10Х13Л, 12Х18Н9ТЛ и др.
Среди литейных материалов из сплавов цветных металлов широкое применение нашли медные и алюминиевые сплавы.
3. Медные сплавы – бронзы и латуни.
Латуни – наиболее распространенные медные сплавы (Л96, Л59 – 96 и 59 % меди). Для изготовления различной аппаратуры для морских судостроения, работающей при температуре 300 0С, втулок и сепараторов подшипников, нажимных винтов и гаек прокатных станов, червячных винтов применяют сложнолегированные латуни. Обладают хорошей износостойкостью, антифрикционными свойствами, коррозионной стойкостью.
Из оловянных бронз (БрОЦСН 3-7-5-1 – олово, цинк, свинец, никель) изготавливают арматуру, шестерни, подшипники, втулки. (С - свинец, О - олово, Ж - железо, А - алюминий, К - кремний, Мц - марганец, Н – никель, Ц – цинк).
Безоловянные бронзы (Бр.А5, Бр.АМц-9-2Л) по некоторым свойствам превосходят оловянные. Они обладают более высокими механическими свойствами, антифрикционными свойствами, коррозионной стойкостью. Однако литейные свойства их хуже. Применяют для изготовления гребных винтов крупных судов, тяжело нагруженных шестерен и зубчатых колес, корпусов насосов, деталей химической и пищевой промышленности.
4. Алюминиевые сплавы.
Отливки из алюминиевых сплавов составляют около 70 % цветного литья. Они обладают высокой удельной прочностью, высокими литейными свойствами, коррозионной стойкостью в атмосферных условиях.
Наиболее высокими литейными свойствами обладают сплавы системы алюминий – кремний (Al-Si) – силумины АЛ2, АЛ9. Они широко применяются в машиностроении, автомобильной и авиационной промышленности, электротехнической промышленности.
Также используются сплавы систем: алюминий – медь, алюминий – медь – кремний, алюминий – магний.
5. Магниевые сплавы(МЛ - магниевые литейные сплавы МЛ1, МЛ3; МА - магниевые деформируемые сплавы - МА18, МА21; пч - повышенной чистоты; он - общего назначения) обладают высокими механическими свойствами, но их литейный свойства невысоки. Сплавы системы магний – алюминий – цинк – марганец применяют в приборостроении, в авиационной промышленности, в текстильном машиностроении.

