 2015-04-17
2015-04-17 535
535Основана на воздействии ударов взвешенных в жидкости (воде, масле) зерен абразива (электрокорунда, карбида кремния, карбида бора и др.), получающих большие скорости от вибратора, колеблющегося с ультразвуковой частотой (16…30 кГц). Используют, как правило, магнитострикционный вибратор. Магнитострикция – явление изменения размеров некоторых сплавов (Ni, Fe-Co, Fe-Al, ферритов и др.) в переменном магнитном поле.
Заготовку 3 при ультразвуковой обработке (рис.5.6) помещают в ванну 1, заполненную абразивной суспензией 2. К заготовке подводят инструмент-пуансон 4, закреплённый в концентраторе 5. Концентратор, в свою очередь, крепится в магнитострикционном сердечнике 7, установленном в кожухе 6. Через кожух пропускают воду для охлаждения сердечника. Колебания сердечника возбуждает генератор 8 ультразвуковой частоты и источник постоянного тока 9.
Амплитуда колебаний сердечника составляет, примерно, 5…10 мкм. Концентратор увеличивает амплитуду до 40…60 мкм. Колебательные движения пуансона передаются зернам абразива, которые, ударяясь о поверхность, скалывают с неё микрочастицы. Большое количество одновременно ударяющихся зерен (30 – 100 тыс. на см²) и большая частота ударов предопределяют высокую производительность метода. При колебаниях возникает
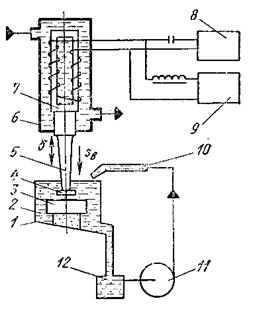
| Рис.5.6. Ультразвуковая обработка деталей. |
также кавитационные явления в жидкости, что способствует интенсивному перемешиванию абразивных зерен, удалению разрушившихся, а также разрушению обрабатываемого материала. Шероховатость при ультразвуковой обработке зависит от зернистости абразива, амплитуды колебаний и свойств обрабатываемого материала. При низких амплитудах колебаний и мелких порошках абразива получают поверхности шероховатостью Ra 1,25…2,5 мкм.








