 2015-04-30
2015-04-30 1360
1360Надежность соединения деталей с гарантированным натягом в первую очередь зависит от прочности ступицы. При недостаточной прочности ступицы возможно нарушение посадки вследствие деформации охватывающей детали или ее разрыву при осуществлении посадки.
Проверку прочности деталей цилиндрического соединения выполняют по наибольшему возможному натягу  выбранной посадки и соответствующего ему наибольшего расчетного натяга
выбранной посадки и соответствующего ему наибольшего расчетного натяга  , определяемого по формуле
, определяемого по формуле
 ,
,
а также возможного максимального давления  на контактной поверхности соединяемых деталей, определяемого по формуле
на контактной поверхности соединяемых деталей, определяемого по формуле
 .
.
Для охватывающей детали, как известно из курса сопротивления материалов, опасными являются точки ее внутренней поверхности. Для этих точек радиальное  и окружное (кольцевое)
и окружное (кольцевое)  нормальные напряжения определяют по формулам
нормальные напряжения определяют по формулам
 ,
,
 .
.
В этих точках возникает плоское напряженное состояние, при этом главные напряжения  ;
;  и
и  . Условие прочности для охватывающей детали из пластичного материала по гипотезе наибольших касательных напряжений (третьей теории прочности):
. Условие прочности для охватывающей детали из пластичного материала по гипотезе наибольших касательных напряжений (третьей теории прочности):
 .
.
Для охватываемой детали кольцевого поперечного сечения опасны также точки внутренней поверхности. В этих точках возникает одноосное сжатие, при этом
 .
.
Штрихи указывают, что напряжения относятся к охватываемой детали.
Условие прочности для охватываемой детали, составленное как и для охватывающей детали по третьей теории прочности, имеет вид
 .
.
Если охватываемая деталь представляет собой сплошной вал, то в любой его точке возникает двухосное сжатие; главные напряжения  и
и  одинаковы, а
одинаковы, а  = 0:
= 0:
 .
.
Условие прочности в этом случае
 .
.
На основании практических данных установлено, что цилиндрические соединения с гарантированным натягом могут быть вполне надежными даже при наличии на внутренней поверхности охватывающей детали пластических деформаций. Это обстоятельство позволяет принимать при расчетах более высокие, чем обычно, допускаемые напряжения.
Вопрос №15
Сборка разъемных и неразъемных соединений
Под механическим монтажом радиоаппаратуры понимают соединение в определенной последовательности, отдельных элементов, деталей и материалов в сборочные единицы или комплексы.
Для качественного монтажа радиоаппаратуры необходимо знать правила выполнения монтажных работ.
Механические соединения деталей и элементов могут быть разъемными и неразъемными.
Разъемные соединения осуществляются с помощью резьбового крепежа — винтов, болтов, шпилек и гаек разнообразной конструкции и размеров. Чтобы предотвратить самоотвинчивание, резьбовые соединения стопорят дополнительными деталями (разрезными пружинными шайбами, контргайками и др.) или с помощью красок и лаков, которыми покрывают резьбовые соединения после завинчивания. Резьбовые соединения можно стопорить шплинтами, а при многоболтовом соединении — проволокой, которую через специальные отверстия в головках болтов протягивают таким образом, чтобы закручивание ее концов способствовало завинчиванию болтов или винтов. Разъемное соединение очень удобно при ремонте деталей и устройств радиоаппаратуры.
Неразъемные соединения выполняют склепыванием, развальцовкой, склеиванием, пайкой и сваркой. Такие соединения в процессе разборки сопровождаются разрушением соединенных деталей или материалов, что усложняет ремонт и вызывает удорожание работ.
Для склепывания и развальцовки применяются заклепки, изготовленные из стали марок 10 и 20, нержавеющей стали, меди, латуни, алюминия и дюралюминия.
Качество клепаного соединения зависит от правильного выбора заклепок необходимой формы и размеров, сверла соответствующего диаметра и от тарировки силы ударов при клепке.
Диаметр отверстия под заклепку должен быть больше диаметра стержня, а в соединениях из изоляционных материалов (гетинакса, текстолита и др.) — несколько больше, чём в металлах. Длину стержня заклепки определяют по формуле

где d — Диаметр заклепки, мм; s — толщина склепываемых листов, мм.
Соединение деталей стандартными заклепками выполняется уДарами по замыкающей головке, при этом закладная головка устанавливается на оправке или по закладной головке, при этом замыкающая формируется в оправке.
При клепке металлических соединений колебания силы ударов сказываются в меньшей степени, чем при клепке неметаллических соединений. В гетинаксе, текстолите, оргстекле и других малоэластичных материалах увеличение силы ударов приводит иногда к разрушению самих элементов. В таких соединениях целесообразна развальцовка (рис. 4), при которой применяют пустотелые заклепки или
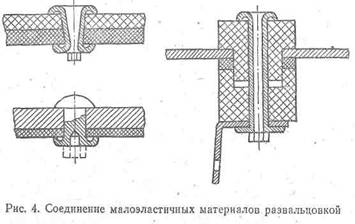
заклепки-пистоны. Заклепки можно развальцовывать стальными кернами или на настольных сверлильных станках, используя вместо сверла специальные оправки,
16.Разъемные(Резьбовые) соединения. Типы резьб.

