 2015-04-30
2015-04-30 1794
1794Все детали машин и механизмов изготавливаются по размерам, указанным в рабочих чертежах деталей. Размер – это числовое значение линейной величины (диаметра, ширины, длины и т.д.) в выбранных единицах измерения (в метрической системе измерений - в миллиметрах). Различают номинальный, действительный и предельный размеры элементов деталей.
Номинальные размеры имеют допустимые отклонения (верхнее и нижнее). Различают отклонения размеров действительные и предельные. Действительное отклонение - это алгебраическая разность между действительным и соответствующим номинальным размерами; предельное отклонение - это алгебраическая разность между предельным и соответствующим номинальным размерами. Верхнее отклонение размера есть алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами. Нижнее отклонение размера - алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
Допуск размера - это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями размера.
В соответствии с требуемой точностью исполнения номинальных размеров детали установлены 19 квалитетов точности, каждый из которых рассматривается как соответствующий одному уровню точности для всех номинальных размеров. Наибольшее распространение получили квалитеты от 6-го до 15-го, расположенные в порядке убывания точности.
При графическом изображении поля допуска отклонение размера откладывают от нулевой линии: при расположении нулевой линии горизонтально положительные отклонения откладывают вверх от неё, а отрицательные - вниз (рис. 7.1).
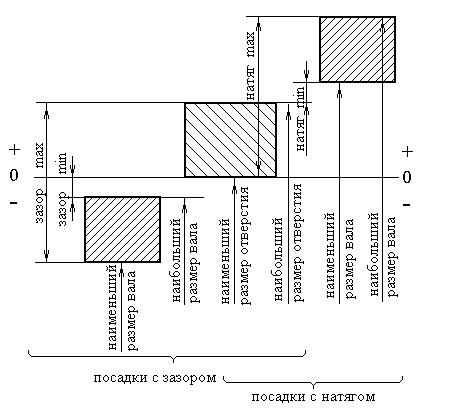
Рис.7.1
Детали, составляющие машину или отдельный механизм, связаны между собой тем или иным способом. Эти связи разделяют на подвижные (шарниры, зацепления, подшипники и пр.) и неподвижные (резьбовые, шпоночные, сварные и др.). Неподвижные связи деталей в технике называют соединениями. Характер соединения деталей называют посадкой. Характеризует посадку разность действительных размеров деталей до сборки.
Посадки могут обеспечивать в соединении гарантированный зазор или гарантированный натяг (см. рис.7.1). Группа переходных посадок может иметь или зазор в соединении деталей, или натяг (см.рис.7.2) в зависимости от действительных размеров деталей типа "Вал" (охватываемая поверхность 2) и "Втулка" (охватывающая поверхность 1).
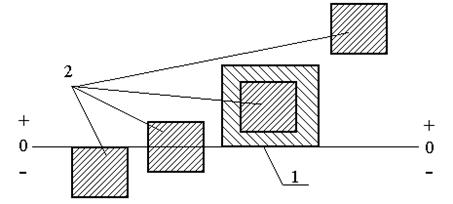
Рис.7.2
Разнообразные посадки удобно получать, изменяя положение относительно нулевой линии поля допуска или вала, или отверстия, оставляя положение поля допуска одной детали неизменным. Деталь, у которой положение поля допуска остаётся без изменения и не зависит от вида посадки, называют основной деталью системы. Если этой деталью является охватывающая ("Втулка"), то соединение выполнено в системе отверстия, что чаще всего является предпочтительным (см.рис.7.1). Если же основной деталью является охватываемая деталь ("Вал"), то соединение выполнено в системе вала. У основного отверстия нижнее отклонение размера EI = 0, а поле допуска направлено в сторону увеличения номинального размера. У основного вала верхнее отклонение размера es = 0, а поле допуска направлено в сторону уменьшения номинального размера.
Основные отклонения размеров обозначают буквами латинского алфавита: для отверстий - прописными A, B, C, D, E, H и т.д., для вала - строчными a, b, c, d, e, f, g, h и т.д.
Для посадок с гарантированным зазором, когда наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему, рекомендуют применять неосновные валы с отклонениями размеров d, f, g, h; для переходных посадок - валы js, k, m, n. Для посадок с гарантированным натягом, когда наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему, рекомендуют назначать неосновные валы с отклонениями размера p, r, s, t.
Посадки в цилиндрических соединениях деталей обозначают комбинациями условных обозначений полей допусков (например,  - в системе отверстия;
- в системе отверстия;  - та же посадка в системе вала).
- та же посадка в системе вала).
В табл. 7.1 - 7.3 приведены значения полей допусков наиболее распространённых квалитетов, основных отклонений отверстий и валов предпочтительных посадок.
Таблица 7.1
Значения полей допусков, мкм
| Интервалы размеров, мм | Квалитеты | ||||||||||||||||||
| от | до | ||||||||||||||||||
Таблица 7.2
Значения основных отклонений отверстий наиболее употребляемых посадок, мкм
| Отклонения | Нижнее отклонение | Верхнее отклонение | |||||
| Обозначения | H | Js | P | R | S | ||
| Интервалы размеров, мм | Квалитеты | ||||||
| от | до | с 1 по 8 | выше 7 | ||||
| -12 | -15 | -19 | |||||
| -15 | -19 | -23 | |||||
| -18 | -23 | ||||||
| Предельное | -22 | -28 | -35 | ||||
| отклонение | -26 | -34 | -43 | ||||
| -41 | -53 | ||||||
| = IT /2 | -32 | -43 | -59 | ||||
| -51 | -71 | ||||||
| -37 | -54 | -79 | |||||
| -63 | -92 | ||||||
| -43 | -65 | -100 | |||||
| -68 | -108 | ||||||
| -77 | -122 | ||||||
| -50 | -80 | -130 | |||||
| -84 | -140 |
Таблица 7.3
Значения основных отклонений валов наиболее употребляемых
посадок, мкм
| Отклонения | Верхнее отклонение | Нижнее отклонение | |||||||||||||
| Обозначения | d | e | f | g | h | js | k | m | n | p | r | s | |||
| Интервалы размеров, мм | Квалитеты | ||||||||||||||
| от | до | Все квалитеты | 4..7 | Все квалитеты | |||||||||||
| -30 | -20 | -10 | -4 | +1 | +4 | +8 | +12 | +15 | +19 | ||||||
| -40 | -25 | -13 | -5 | +1 | +6 | +10 | +15 | +19 | +23 | ||||||
| Пре- | |||||||||||||||
| -50 | -32 | -16 | -6 | дель- | +1 | +7 | +12 | +18 | +23 | +28 | |||||
| ное | |||||||||||||||
| -65 | -40 | -20 | -7 | +2 | +8 | +15 | +22 | +28 | +35 | ||||||
| откло- | |||||||||||||||
| -80 | -50 | -25 | -9 | нение | +2 | +9 | +17 | +26 | +34 | ||||||
| +41 | +53 | ||||||||||||||
| -100 | -60 | -30 | -10 | +2 | +11 | +20 | +32 | +43 | +59 | ||||||

| +51 | +71 | |||||||||||||
| -120 | -72 | -36 | -12 | +3 | +13 | +23 | +37 | +54 | +79 | ||||||
| +63 | +92 | ||||||||||||||
| -145 | -85 | -43 | -14 | +3 | +15 | +27 | +43 | +65 | +100 | ||||||
| +68 | +108 | ||||||||||||||
| +77 | +122 | ||||||||||||||
| -170 | -100 | -50 | -15 | +4 | +17 | +31 | +50 | +80 | +130 | ||||||
| +84 | +140 | ||||||||||||||

