 2015-04-20
2015-04-20 1145
1145Точечная диаграмма размеров обрабатываемых деталей может служить средством предупреждения брака. Однако замеры деталей послн обработкинужно производить непрерывно (рис. 13.2).
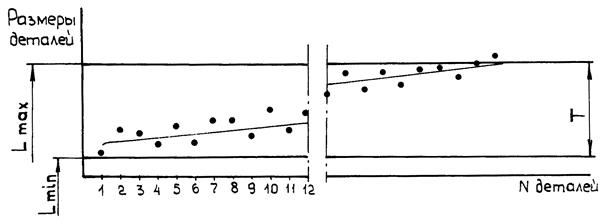
Рис. 13.2. Точечная диаграмма
Вследствие действия случайного фактора возможно появление бракованных деталей или деталей, размеры которых близки к допускаемым пределам. Это может служить не совсем объективным сигналом для прекращения работы. Выявить с помощью точечной диаграммы тенденцию к закономерному изменению размера вследствие действия, например, износа – затруднительно.
Вообще, судить по одной детали о том, что будет при обработке последующих деталей – затруднительно (вследствие действия случайных факторов). Более достоверно можно проследить тенденцию к изменению размеров по результатам измерения нескольких деталей, т.е. когда берется "проба" из нескольких и определяется средняя (групповая) по каждой пробе. Построение диаграмм по групповым средним в принципе ничем не отличается от обычных точечных диаграмм. Но для сигнализации о возможном появлении брака эти диаграммы должны быть снабжены дополнительными пределами, более узкими, чем поле допуска (рис. 13.3).
Для построения дополнительных пределов используются положения из теории вероятности.
Допустим, например, что закон распределения партии деталей, обработанных при одной настройке, нормальный, а размах рассеивания  . Тогда распределение групповых средних также подчиняется нормальному закону, но со средним квадратическим
. Тогда распределение групповых средних также подчиняется нормальному закону, но со средним квадратическим  , где m – количество деталей в группе.
, где m – количество деталей в группе.
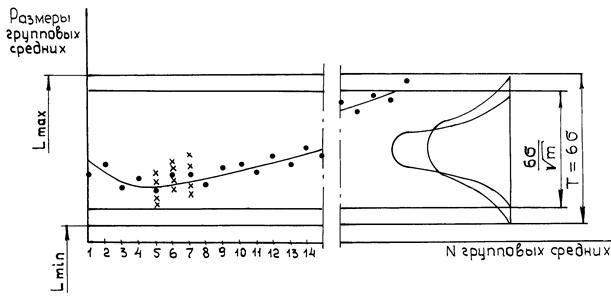
Рис. 13.3. Диаграмма групповых средних
Пределы для групповых средних, нанесенные на точечной диаграмме, могут служить границей для сигнала о возможности получения брака.
Точечные диаграммы с нанесенными дополнительными (кроме основных допускаемых) пределами используются для статического контроля точности и качества выпускаемой продукции. Статический контроль является научнообоснованным методом выборочного контроля. Контролируется 5 - 10 % всей продукции. Периодически берутся пробы из 2... 10 деталей.
Особое преимущество статического контроля состоит в том, что контролируется сам процесс в ходе его производства. При этом отмечаются отклонения от правильного его течения и своевременно принимаются меры к устранению недостатков. Статистический контроль предусматривает изменение фактических размеров деталей в группе и вычисление групповых средних. Для того чтобы исключить потери времени на вычисления, разработан упрощенный метод контроля – так называемый метод медиан. Медианой является среднее измеренное значение из нечетного количества деталей, входящих в группу. Например, в группе из пяти деталей, имеющих размеры 25,73; 25,80; 25,81; 25,90; 25,93, медианой является размер третьей детали, т.е. 25,81. Этот размер без вычислений берется в качестве групповой средней.
Для успешного применения метода статистического контроля необходимо обеспечить устойчивое на протяжении длительного времени ведение технологического процесса, а это возможно только при соответствующей стабилизации припуска на обработку, твердости обрабатываемого материала, погрешности базирования и закрепления, жесткости оборудования и т.д.

