 2015-04-30
2015-04-30 1658
1658Цель работы – экспериментально доказать, что необходимым (но недостаточным) условием закалки стальных изделий является их нагрев: – выше точки Ас3 диаграммы «Fe–C» изделий из доэвтектоидных сталей (детали машин и станков), – выше точки Ас1 (727°С) изделий из заэвтектоидных сталей (инструментов). Доказательство следует получить методом пробных закалок. Кроме того, использование метода пробных закалок позволяет определить: 1) температуры критических точек Ас3 доэвтектоидных сталей, содержание углерода в которых неизвестно;. 2) концентрацию углерода в этих сталей и, следовательно, их марки; 3) температуры закалки (и отжига) изделий из доэвтектоидных сталей.
Отжиг и закалка – основные операции термической обработки стальных заготовок или изделий.
Любая операция термической обработки состоит из следующих технологических приемов:
1) нагрев изделия до заданной температуры;
2) выдержка с продолжительностью, обеспечивающей прогрев заготовки (изделия) во всем объеме до заданной температуры;
3) охлаждение заготовки (изделия) до цеховой температуры.
Структура и, следовательно, свойства изделия зависят, прежде всего:
1) от температуры нагрева;
2) от скорости охлаждения.
Температуру нагрева заготовки или изделия во всех случаях выбирают по диаграмме состояния сплавов «Fe-C», а скорость охлаждения – по диаграмме изотермического превращения аустенита («С-образная» диаграмма).
Для выбора температур нагрева для отжига заготовок и закалки стальных изделий необходимо знать температуры критических точек стали Ас1 и Ас3 диаграммы «Fe-C» (см. рис.6.1).
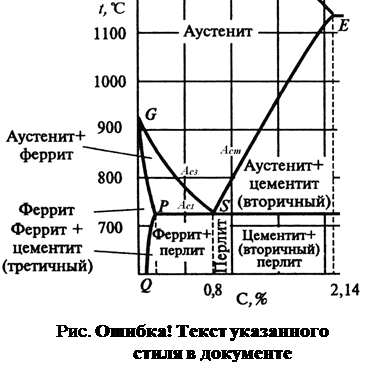 Нагрев заготовок (изделий) из доэвтектоидных сталей (%С<0,8) немного выше точки Ас3 (см. рис.6.1) обеспечивает формирование во всем их объеме мелких зерен аустенита. Эти зерна образуются при температуре точки Ас1 (727°С), и их количество растет в интервале температур нагрева «Ас1–Ас3» в результате перестройки кристаллической решетки феррита (§) в решетку аустенита (S). Это полиморфное превращение сопровождается образованием мелких зерен (в данном случае аустенита). Известно, что измельчение зерен в результате полиморфного превращения называется перекристаллизацией.
Нагрев заготовок (изделий) из доэвтектоидных сталей (%С<0,8) немного выше точки Ас3 (см. рис.6.1) обеспечивает формирование во всем их объеме мелких зерен аустенита. Эти зерна образуются при температуре точки Ас1 (727°С), и их количество растет в интервале температур нагрева «Ас1–Ас3» в результате перестройки кристаллической решетки феррита (§) в решетку аустенита (S). Это полиморфное превращение сопровождается образованием мелких зерен (в данном случае аустенита). Известно, что измельчение зерен в результате полиморфного превращения называется перекристаллизацией.
Нагрев стали значительно выше температуры Ас3 вызывает заметный рост зерен аустенита.
Нагрев заготовок (изделий) из заэвтектоидных сталей (%C>0,8) немного выше точки Ас1 (727°С) (см. рис.6.1) обеспечивает формирование во всем объеме изделия мелких зерен аустенита в результате перекристаллизации при этой температуре. При этом в структуре сохраняются зерен цементита вторичного (см. рис.6.1). Нагрев заготовок (изделий) в интервале температур «Ас1–Асm» (см. рис.6.1) вызывает растворение зерен цементита и рост аустенитных зерен.
Стальные заготовки, которые получают главным образом путем горячего деформирования слитков, а также литьем, сваркой, штамповкой и т.п., имеют повышенные значения твердости (НВ) и предела прочности (σ в), а также неудовлетворительную крупнозернистую структуру. Это затрудняет обработку заготовок в процессе производства из них деталей и инструментов и понижает свойства этих изделий.
Отжиг
Цель отжига:
1) разупрочнить сталь заготовок для лучшей обрабатываемости резанием и пластическим деформированием в процессе производства из них деталей и инструментов в механическом цехе;
2) исправить крупнозернистую структуру стали в результате ее перекристаллизации.
Наименьшими значениями твердости (НВ) и предела прочности (σ в) обладают стали, структура которых состоит из феррита и (или) перлита.
Феррит и перлит стали образуются из аустенита в процессе замедленного охлаждения (вместе с печью) стальных заготовок.
Таким образом, температура нагрева заготовок при отжиге должна быть выбрана так, чтобы структура сталей этих заготовок перед охлаждением состояла из мелких зерен аустенита. Следовательно:
1) температура отжига заготовок из доэвтектоидных сталей: tотж.=Ас3+(30…50)°C. Нагрев немного выше температуры Ас3 обеспечивает однофазную структуру сталей, состоящую из мелких зерен аустенита, и исключает рост этих зерен (см. рис.6.1);
2) отжига заготовок из заэвтектоидных сталей: tотж.=Ас1+(50…70)°C. Нагрев немного выше температуры Ас1 обеспечивает двухфазную структуру стали, состоящую из мелких зерен аустенита и зерен цементита (вторичного) в небольшом количестве (см. рис.6.1).
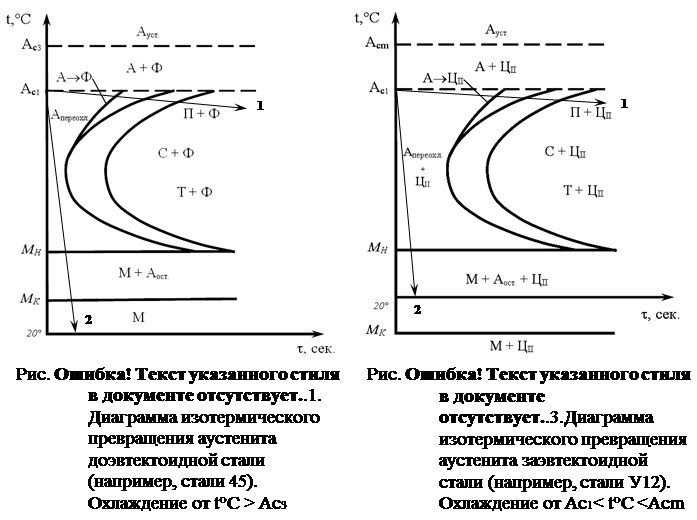
Для получения структуры сталей, обеспечивающей наименьшие значения НВ и σ в, т.е. феррита и (или) перлита, заготовки следует охлаждать замедленно (с печью) в соответствии с «С-образными» диаграммами для до – и заэвтектоидных сталей (см. рис.6.2 и 6.3).
Можно видеть, что структура отожженных сталей как по «С-образным» диаграммам (см. рис.6.2 и 6.3), так и по диаграмме «Fe-C» состоит:
1) доэвтектоидных сталей – из мелких зерен феррита и перлита, твердость сталей НВ<180 кгс/мм2, σ в <600 МПа;
2) заэвтектоидных сталей – из мелких зерен перлита и зерен цементита (вторичного), твердость 180…200HB, σ в ~600…700 МПа.








