 2015-04-30
2015-04-30 1360
1360Эмалевые покрытия наносят на поверхность аппаратов, изготовленных из низкоуг-
леродистых сталей или чугуна (рис. 12.5).
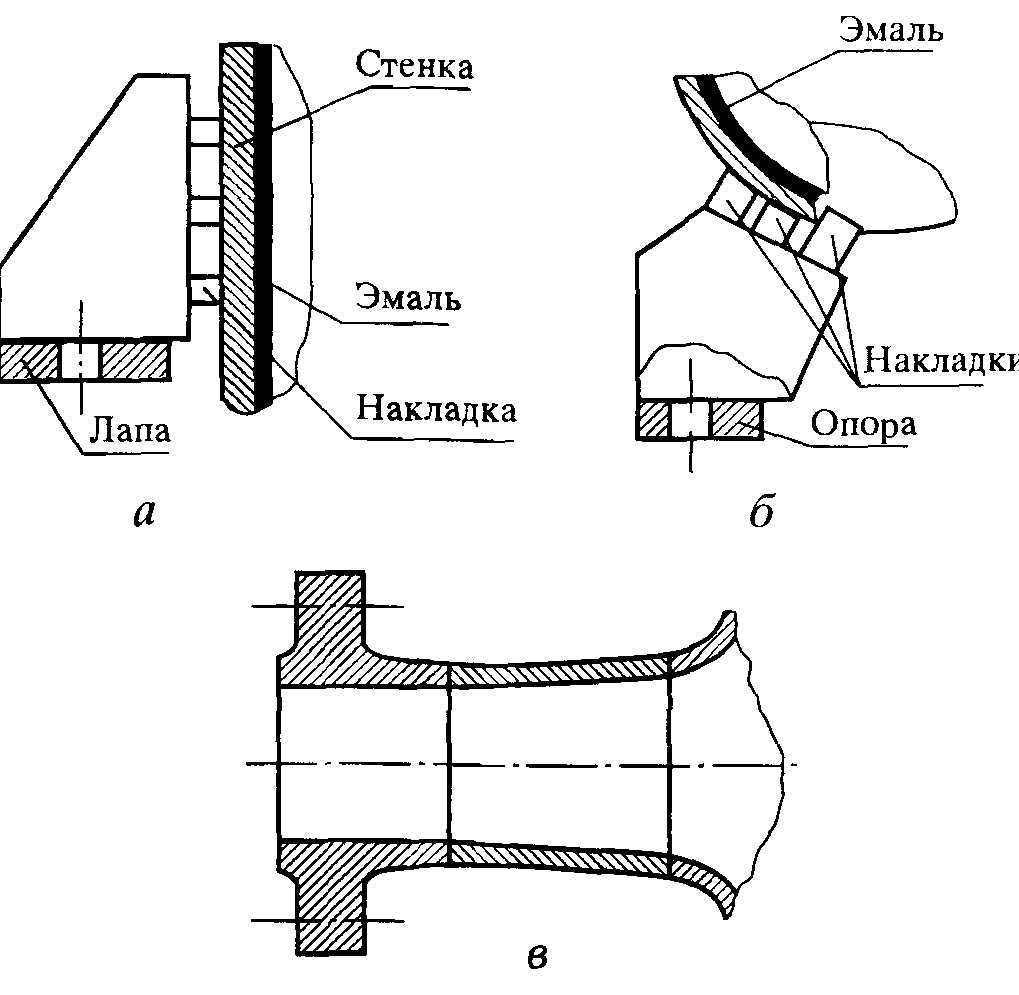
Рис. 12.5. Элементы конструкции эмалированных аппаратов
Эмалевое покрытие, представляющее собой смесь песка, соды, поташа, пигмен-
тов и других элементов, равномерно наносится на предварительно обработанную поверхность аппарата и затем обжигается при температуре 700 - 900 °С.
Для получения качественного эмалевого покрытия необходимо соблюдать следу-
ющие условия:
- формы аппаратов должны иметь плавные очертания; должны отсутствовать ост-
рые углы, края и впадины;
- все части аппаратов перед эмалированием тщательно подготавливаются, швы зашлифовываются, острые углы и выступы закругляются,
- необходимо строго соблюдать температурный режим для равномерного прогрева, обжига и охлаждения эмалевого покрытия;
-узлы аппаратов должны быть равностенными, поэтому приварку лап и стоек сле-
дует проводить после эмалирования к специальным накладкам, которые привариваются к корпусу или днищу до эмалирования (рис. 12.5,а, 12.5,б).
Штуцера выполняются с коническими патрубками, приваренными встык к краю отбортованного отверстия (рис. 12.5, в).
Эмалевое покрытие должно обладать хорошей адгезией (сцеплением) с поверхностью материала, из которого изготовлен аппарат.

