 2015-04-30
2015-04-30 3102
3102Основным способом соединения отдельных элементов стальных аппаратов является сварка.
Высокое качество сварных соединений обеспечивается совокупностью конструкционных и технологических решений, принимаемых на этапах выбора материалов конструкции, размеров и формы деталей, рациональных способов изготовления, сборки и сварки.
Существуют различные способы сварки:
- термическая - дуговая, электронно-лучевая, плазменная, лазерная, газовая, электрошлаковая, термитная, многодуговая;
- термомеханическая - контактная, прессовая, кузнечная, диффузионная, высокочастотная, печная и др.;
- механическая - холодная, сварка взрывом, ультразвуковая, сварка трением, магнитно-импульсная.
Кроме того, сварка может быть автоматической, полуавтоматической и ручной. Выбор способа сварки во многом определяется отношением металла к термомеханическому циклу сварки, так как при перегреве сталей происходит выгорание легирующих элементов, приводящее к потере их химической стойкости и механической прочности.
Поэтому при конструировании сварных аппаратов проектировщик должен выполнить следующее:
- выбрать способ сварки;
- выбрать тип сварного шва;
- выбрать схему подготовки кромок с учетом способа сварки;
- разработать конструкцию сварного шва.
1) Способ сварки. Способ сварки выбирается в зависимости от вида конструкционного материала свариваемых частей, их геометрических размеров и формы. Наиболее распространенным видом сварки является электродуговая автоматическая сварка под флюсом, а также полуавтоматическая и ручная дуговая сварка.
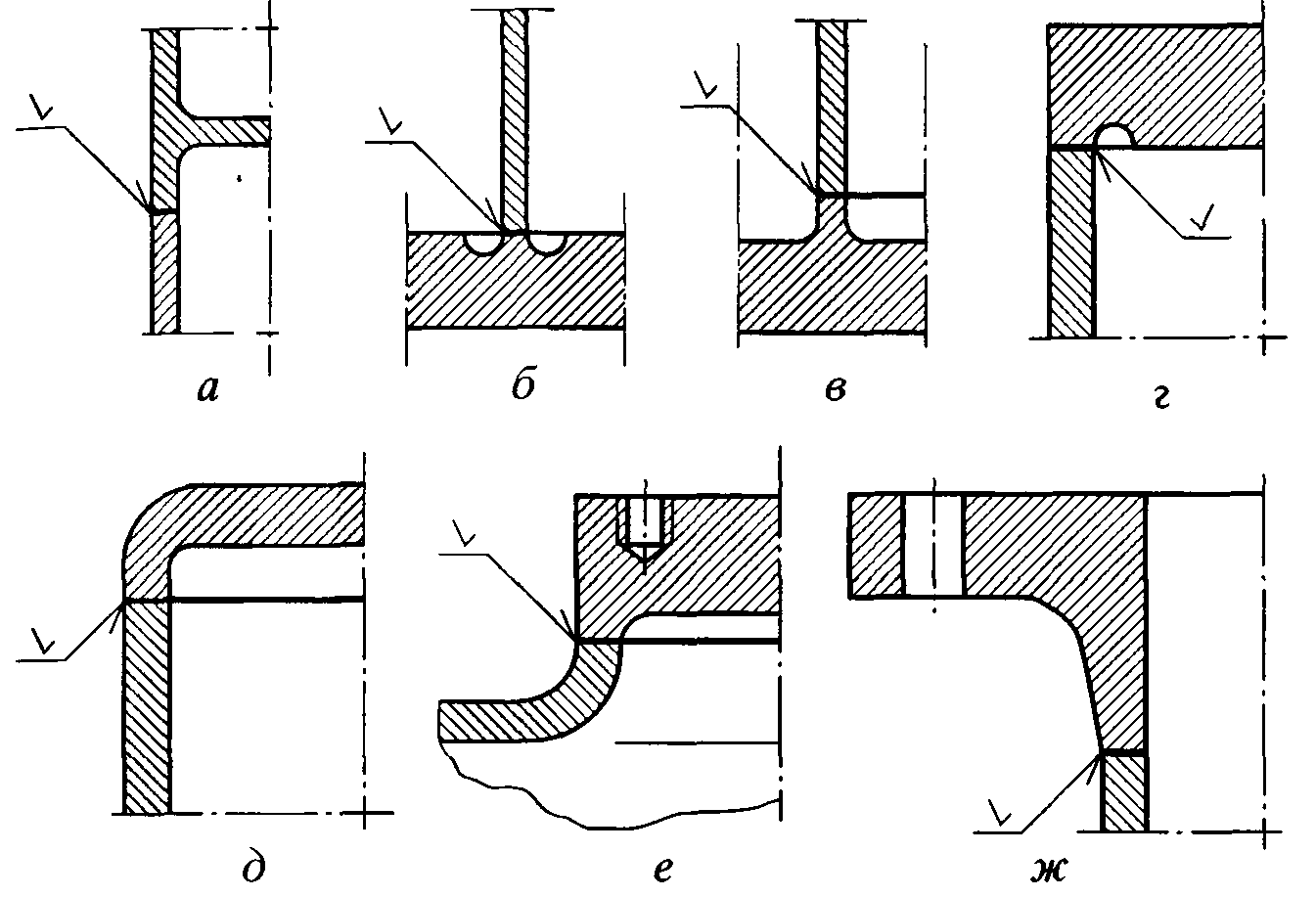
Рис. 12.1. Сварка встык: а - полый вал; б-д - соединение обечайки с трубной решеткой; е - соединение бобышки с обечайкой, ж - соединение фланца с обечайкой
2) Тип сварного шва. Тип сварного шва зависит от расположения свариваемых поверхностей, доступности места сварки с учетом выбранного метода сварки. Как видно из рис. 12.1, свариваемые детали соединены встык и в местах сварки имеют одинаковую толщину.
Практика эксплуатации сварных аппаратов показала, что сварка встык является наиболее надежным типом сварного шва.
3) Подготовка кромок (рис. 12.2). Обработка кромок зависит от толщины свариваемых листов и метода сварки. Разделка кромок под углом необходима в тех случаях, когда требуется увеличить степень участия металла электрода в формировании структуры сварного шва. Например, при сварке нержавеющей стали с углеродистой разделка кромок обязательна для того, чтобы избежать растрескивания шва. Двухсторонняя разделка кромок служит для того, чтобы в сварном шве доминировал материал электрода, а также при сварке листов толщиной более 50 мм.
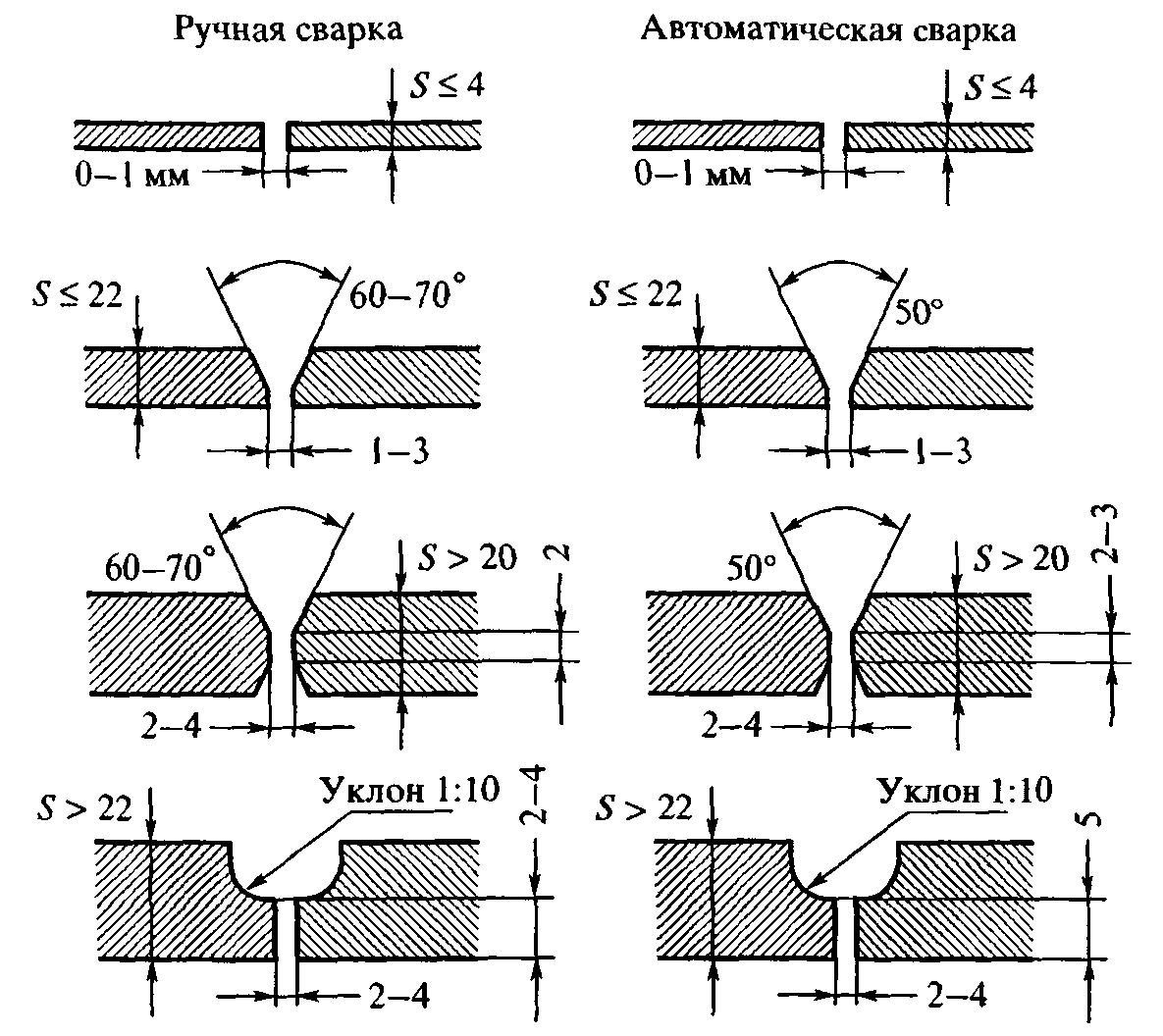
Рис.12.2 Способы подготовки кромок под сварку
4) Конструкция сварного шва. Конструкция сварного шва должна обеспечить хорошее качество сварки и сохранение прочностных и коррозионных свойств металла конструкции.
Кроме соединения встык, используют соединения втавр и внахлест (рис. 12.3).
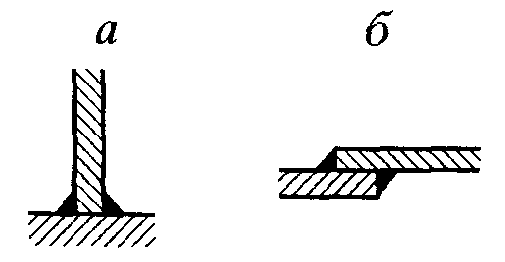 Рис. 12.3. Сварка втавр (а) и внахлест (б)
Рис. 12.3. Сварка втавр (а) и внахлест (б)
| Как уже отмечалось, длительный перегрев легированных сталей, даже содержащих титан или ниобий, приводит к выгоранию легирующих добавок и потере сталью коррозионной стойкости. Поэтому для сохранения состава и структуры сварного шва необходимо соблюдать следующие условия: |
- свариваемые детали в местах сварки должны иметь одинаковую толщину;
- свариваемые детали должны быть выполнены из материалов, имеющих одина-
ковую или близкую по значению температуру плавления;
- правильно выбирать материал электрода или состав флюса, для восполнения возможных потерь легирующих элементов в процессе сварки;
- не подвергать многократному перегреванию места сварки с целью сохранения состава стали в шве;
- сварные швы следует располагать в местах с минимальным значением напряжения и остаточных деформаций в материале;
минимальный диаметр обечаек для сварки внутренних швов - 600 мм, а наруж-
ных - 100 мм;
- соединение должно обеспечить свободную усадку материала шва, для этого необходимо предусмотреть зазор между свариваемыми деталями;
- необходимо стремиться использовать соединение деталей встык, как наиболее надежное;
- продольные швы не должны прерываться отверстиями и штуцерами.
Легированные стали являются весьма дорогостоящими конструкционными материалами и их следует использовать для изготовления деталей, поверхность которых контактирует с агрессивной средой.
Все детали, вынесенные за пределы рабочего пространства, как, например, фланцы и лапы, необходимо изготавливать из обычной углеродистой стали.
Сварка легированной стали с углеродистой в принципе возможна, так как температуры плавления тех и других сталей отличаются незначительно. Однако различия в химическом составе и физических свойствах свариваемых сталей вызывают изменения в структуре и составе металла сварного шва. Сварной шов имеет достаточно высокую механическую прочность, но теряет коррозионную стойкость вследствие уменьшения в нем концентрации легирующих элементов.
Существуют специальные приемы, позволяющие вынести сварные швы за пределы поверхности, омываемой агрессивной средой, сохранив при этом коррозионную стойкость основного материала аппарата (рис. 12.4).
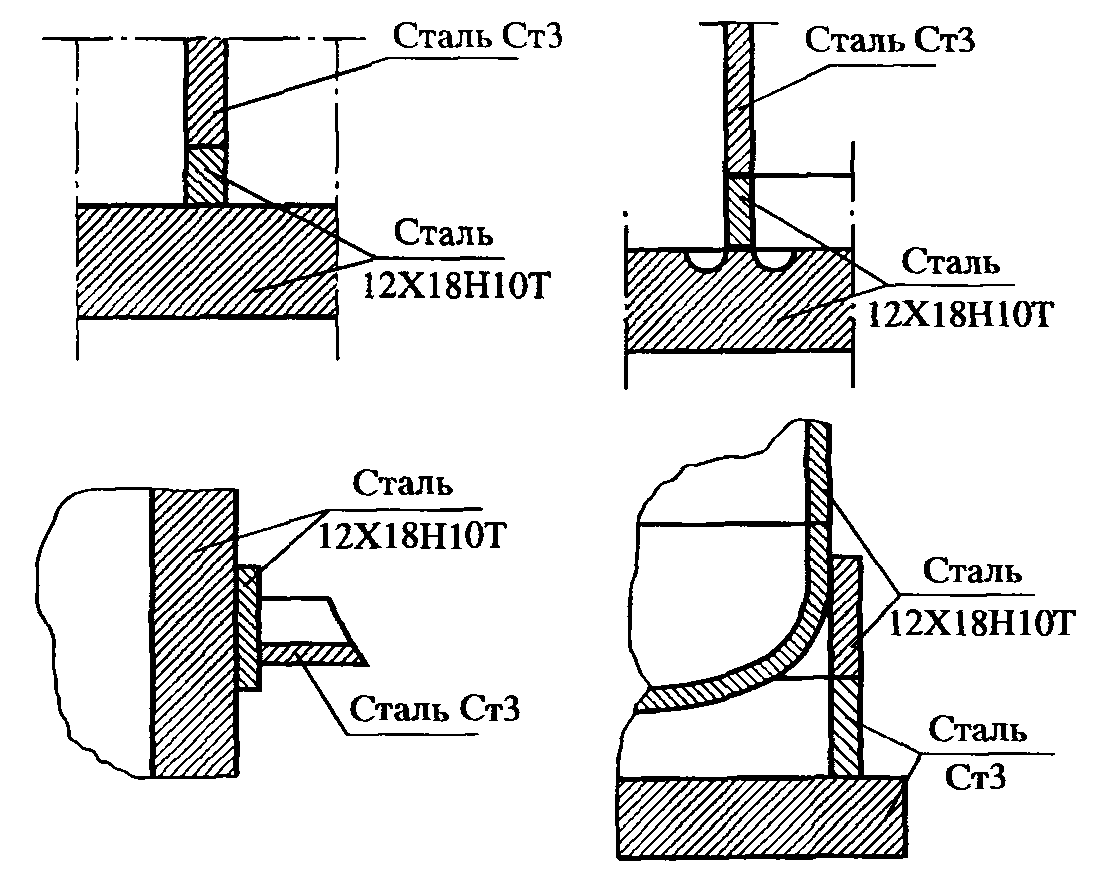
Рис. 12.4. Способы сварки легированной и углеродистой стали
Как видно из рис. 12.4, с целью сохранения коррозионной стойкости основных элементов аппарата из легированных сталей их сварку с деталями из углеродистых сталей следует осуществлять через дополнительную деталь (кольцо, прокладка из легированной стали).
После сварки изделий из легированных сталей швы тщательно зачищаются и протравливаются, что значительно повышает коррозионную стойкость сварной аппаратуры. В процессе эксплуатации сварной аппаратуры необходимо регулярно осуществлять контроль за состоянием сварных соединений.

