 2015-04-30
2015-04-30 796
796В [2] показано, что форма лопатки может быть оптимизирована за счет получения наиболее благоприятного распределения скоростей невязкого потока. У РК в этом случае стремятся иметь наименьшее возможное значение местной скорости в начале задней стороны лопаток, а затем вплоть до участка разгрузки в конце лопатки – значение скорости W 3 должно быть постоянным или слегка возрастающим. Это гарантирует отсутствие “следа” на задней поверхности лопатки, который появляется только на самом выходе.
Как показала практика, точно решить задачу, т. е. найти форму лопатки, обеспечивающую нужное распределение скоростей, достаточно сложно.
В реализованной на кафедре компрессоростроения методике оптимизация достигается при двух допущениях: в сечении 0-0 на диаметре D0 угол потока равен углу лопатки (b л 1 нар = 32,3 град.); скорость С 0 по высоте не изменяется, т. е.

Откуда по имеющимся значениям диаметров и значениям угла потока на наружном радиусе сечения 0-0 (из распечатки оптимизации ступени) определим значения углов потока на оставшихся двух радиусах:
В соответствии с [4] форма лопатки задается в виде двух сопряженных парабол, при этом полученная кривая имеет точку перегиба (точка сопряжения парабол). Положение точки перегиба задает любую нужную форму лопатки, и определяется при помощи коэффициентов А (для РК 0,25…0,35)и В (для РК 0,2…0,3).
Метод профилирования обеспечивает значение угла bл2 одинаковым для трех рассматриваемых диаметров сечения 0-0 (из данных оптимизации ступени: b л 2=75,5 град).
Значение длины образующей лопатки на среднем диаметре (l: l ср) определяют графически, по чертежу меридионального сечения РК.
Определим положение точки перегиба по высоте лопатки в сечении 0-0, задавшись значениями А = 0,3 и В = 0,25, при найденном графическом значении l ср = 80,72 мм:
Рис. 34. Меридиональное сечение РК.
Профилирование лопатки заключается в определении изменения угла наклона лопатки относительно горизонта по длине канала (b л i); для среднего диаметра:
Неизвестные величины:
Где i – номер элементарного участка средней образующей лопатки, i = 1…20; Dl ср – длина элементарных участков средней образующей лопатки, определяемая делением полной длины средней образующей лопатки (l ср) на количество элементарных участков, Dl ср = 4,03 мм.
Определим значение угла наклона лопатки относительно горизонта средней образующей лопатки для первого элементарного участка:
Подобным образом определим значение bл ср i для всех двадцати элементарных участков. Результат вычислений сведем в общую таблицу профилирования РК (табл. 10).
Значения b л i для наружной и втулочной образующих лопатки определим из условия:
 |
где Dl i нар/вт – длина элементарных участков наружной/втулочной образующей лопатки, определяемое графически, по чертежу меридионального сечения РК; r i – радиусы узлов элементарных отрезков наружной/втулочной образующей лопатки r ср i – радиусы узлов элементарных отрезков средней образующей лопатки.
Для определения Dl i нар/вт необходимо провести прямые линии по нормали от концов элементарных участков средней образующей лопатки ко втулочной, затем полученные линии продлить до наружной образующей. Полученные пересечением нормалями наружной/втулочной образующей лопатки отрезки (участки) – Dl i нар/Вт.
Выполним преобразование для полярной системы координат (j = f(r)), определив значение угла j i для r i узлов элементарных участков. Значение величины j i участка определяется площадью под кривой рассматриваемой образующей лопатки в пределах значения l i (рис. 2.34):
Значения углов j i представляют величину изменения угла последующего сечения образующей лопатки относительно предыдущего, что требует задания начального угла, в нулевом сечении (зададимся значением в сорок пять градусов).
Рис. 35. График зависимости 
 от
от 
Площади под полученными кривыми должны быть равны в пределах значения li.
Из графиков видно, что площади под кривыми практически равны. Значит расчёт выполнен верно.
На основе полученных результатов изобразим профиль лопатки рабочего колеса проектируемого центробежного компрессора.
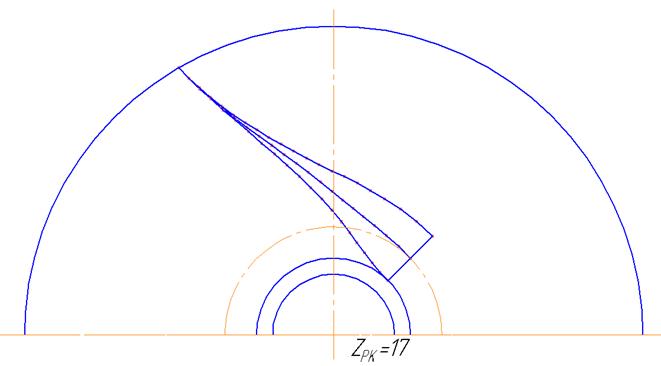
Рис. 36. Средние линии лопатки рабочего колеса на трех радиусах.
Таблица 9. Средние линии лопатки РК на вт. ср. и нар. радиусах.
| r нар i, мм | j нар i | r cр i, мм | j ср i | r вт i, мм | j вт i |
| 40,07 | 0,00 | 31,09 | 0,00 | 22,10 | 0,00 |
| 40,31 | 8,85 | 31,54 | 8,85 | 22,34 | 8,84 |
| 40,86 | 17,09 | 32,34 | 17,09 | 23,48 | 17,07 |
| 41,68 | 24,46 | 33,47 | 24,46 | 25,16 | 24,44 |
| 42,76 | 30,82 | 34,92 | 30,82 | 27,24 | 30,79 |
| 44,08 | 36,09 | 36,68 | 36,09 | 29,65 | 36,05 |
| 45,48 | 41,06 | 38,77 | 41,06 | 32,58 | 41,02 |
| 47,05 | 45,66 | 41,30 | 45,66 | 35,88 | 45,62 |
| 49,09 | 49,89 | 44,09 | 49,89 | 39,14 | 49,84 |
| 51,36 | 53,74 | 47,14 | 53,74 | 42,76 | 53,68 |
| 53,9 | 57,21 | 50,33 | 57,21 | 46,52 | 57,15 |
| 56,7 | 60,32 | 53,67 | 60,32 | 50,41 | 60,26 |
| 59,6 | 63,09 | 57,17 | 63,09 | 54,53 | 63,02 |
| 62,76 | 65,53 | 60,78 | 65,53 | 58,70 | 65,46 |
| 65,89 | 67,66 | 64,55 | 67,66 | 63,19 | 67,59 |
| 69,31 | 69,50 | 68,44 | 69,50 | 67,54 | 69,43 |
| 73,02 | 71,07 | 72,40 | 71,07 | 71,77 | 71,00 |
| 76,7 | 72,40 | 76,40 | 72,40 | 76,08 | 72,33 |
| 80,5 | 73,49 | 80,41 | 73,49 | 80,30 | 73,42 |
| 84,5 | 74,37 | 84,44 | 74,37 | 84,42 | 74,30 |
| 88,5 | 75,05 | 88,50 | 75,05 | 88,50 | 74,97 |
Таблица 10. Определение формы лопаток РК.
| Nпп | средняя линия | наружная линия | втулка | ||||||||||||||
| rcрi, мм | li сp, мм | bлсрi, град |  , 1/м , 1/м
| Dliнар, мм | rнарi, мм | liнар, мм | bлнарi, град | , 1/м
| Dlвтi, мм | rвтi, мм | liвт, мм | bлвтi, град | 1/м
| Djнарi | Dj срi | Dj вт i | |
| 31,09 | 0,00 | 39,20 | 39,44 | 0,00 | 40,07 | 0,00 | 32,30 | 39,48 | 0,00 | 22,10 | 0,00 | 48,88 | 39,50 | - | - | - | |
| 31,54 | 4,03 | 39,64 | 38,28 | 2,64 | 40,31 | 2,64 | 22,98 | 58,49 | 5,46 | 22,34 | 5,46 | 57,74 | 28,25 | 8,847 | 8,847 | 8,838 | |
| 32,34 | 8,07 | 40,94 | 35,65 | 3,28 | 40,86 | 5,92 | 29,17 | 43,84 | 4,83 | 23,48 | 10,29 | 55,07 | 29,74 | 8,239 | 8,239 | 8,231 | |
| 33,47 | 12,10 | 43,12 | 31,91 | 3,30 | 41,68 | 9,22 | 31,59 | 39,01 | 4,81 | 25,16 | 15,10 | 56,07 | 26,73 | 7,375 | 7,375 | 7,368 | |
| 34,92 | 16,14 | 46,16 | 27,50 | 3,30 | 42,76 | 12,52 | 34,83 | 33,61 | 4,79 | 27,24 | 19,89 | 57,78 | 23,13 | 6,356 | 6,356 | 6,349 | |
| 36,68 | 20,17 | 50,08 | 22,81 | 3,37 | 44,08 | 15,89 | 39,72 | 27,31 | 4,70 | 29,65 | 24,59 | 59,89 | 19,56 | 5,273 | 5,273 | 5,267 | |
| 38,77 | 24,20 | 50,20 | 21,49 | 3,06 | 45,48 | 18,95 | 37,82 | 28,33 | 4,97 | 32,58 | 29,56 | 60,42 | 17,42 | 4,967 | 4,967 | 4,962 | |
| 41,30 | 28,24 | 50,54 | 19,93 | 3,05 | 47,05 | 22,00 | 38,88 | 26,36 | 4,98 | 35,88 | 34,54 | 59,94 | 16,13 | 4,607 | 4,607 | 4,602 | |
| 44,09 | 32,27 | 51,11 | 18,30 | 3,55 | 49,09 | 25,55 | 44,41 | 20,79 | 4,51 | 39,14 | 39,05 | 57,38 | 16,35 | 4,229 | 4,229 | 4,225 | |
| 47,14 | 36,31 | 51,90 | 16,64 | 3,57 | 51,36 | 29,12 | 46,01 | 18,80 | 4,61 | 42,76 | 43,66 | 58,12 | 14,54 | 3,845 | 3,845 | 3,841 | |
| 50,33 | 40,34 | 52,91 | 15,02 | 3,65 | 53,90 | 32,77 | 48,18 | 16,60 | 4,50 | 46,52 | 48,16 | 57,96 | 13,45 | 3,472 | 3,472 | 3,468 | |
| 53,67 | 44,37 | 54,15 | 13,46 | 3,73 | 56,70 | 36,50 | 50,46 | 14,56 | 4,44 | 50,41 | 52,60 | 58,37 | 12,22 | 3,111 | 3,111 | 3,108 | |
| 57,17 | 48,41 | 55,62 | 11,97 | 3,68 | 59,60 | 40,18 | 51,98 | 13,12 | 4,50 | 54,53 | 57,10 | 59,70 | 10,72 | 2,766 | 2,766 | 2,763 | |
| 60,78 | 52,44 | 57,32 | 10,56 | 3,67 | 62,76 | 43,85 | 53,94 | 11,60 | 4,42 | 58,70 | 61,52 | 60,53 | 9,62 | 2,440 | 2,440 | 2,437 | |
| 64,55 | 56,48 | 59,24 | 9,22 | 3,53 | 65,89 | 47,38 | 55,22 | 10,54 | 4,61 | 63,19 | 66,13 | 63,00 | 8,06 | 2,131 | 2,131 | 2,129 | |
| 68,44 | 60,51 | 61,38 | 7,97 | 3,73 | 69,31 | 51,11 | 59,14 | 8,62 | 4,41 | 67,54 | 70,54 | 63,80 | 7,29 | 1,843 | 1,843 | 1,841 | |
| 72,40 | 64,54 | 63,75 | 6,81 | 3,90 | 73,02 | 55,01 | 62,78 | 7,04 | 3,28 | 71,77 | 73,82 | 59,01 | 8,37 | 1,574 | 1,574 | 1,573 | |
| 76,40 | 68,58 | 66,35 | 5,73 | 3,80 | 76,70 | 58,81 | 64,98 | 6,08 | 4,31 | 76,08 | 78,13 | 67,82 | 5,36 | 1,325 | 1,325 | 1,323 | |
| 80,41 | 72,61 | 69,17 | 4,73 | 3,86 | 80,50 | 62,67 | 68,30 | 4,94 | 4,22 | 80,30 | 82,35 | 70,06 | 4,52 | 1,093 | 1,093 | 1,092 | |
| 84,44 | 76,65 | 72,22 | 3,80 | 3,96 | 84,50 | 66,63 | 71,90 | 3,87 | 4,10 | 84,42 | 86,45 | 72,51 | 3,73 | 0,878 | 0,878 | 0,877 | |
| 88,50 | 80,68 | 75,50 | 2,92 | 4,03 | 88,50 | 70,66 | 75,49 | 2,93 | 4,03 | 88,50 | 90,48 | 75,51 | 2,92 | 0,675 | 0,675 | 0,675 |








