 2015-04-30
2015-04-30 732
732Маршрутно-технологическая карта
| № оп. | Наименование операции | Краткое содержание операции | Оборудование |
| Заготовительная | Ковка заготовки | Ковочный пресс | |
| Токарная черновая | Обработка заготовки с припуском | Токарно-винторезный станок с ЧПУ | |
| Термическая | Отжиг | Печь | |
| Токарная чистовая | Обработка заготовки согласно чертежу | Токарно-винторезный станок с ЧПУ | |
| Технический контроль | Маркировать обозначение | ОТК |
Операционно-технологическая карта
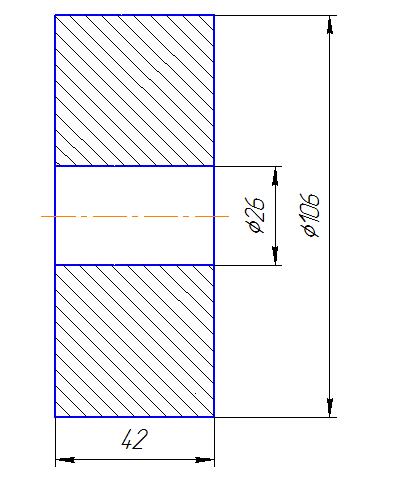
00. Заготовительная. Поковка гр. IV КП275 ГОСТ 8479-70
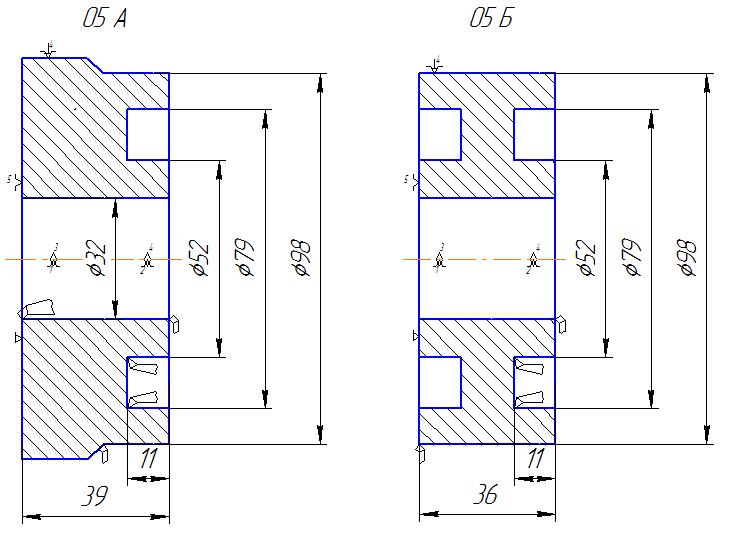
05. Токарная черновая
| Уста-нов | Пози-ция | Пере-ход | Содержание перехода | Режущий инструмент | Мерительный инструмент | Приспособление |
| А | Установить, закрепить, снять | 4-хкулачный патрон | ||||
| Точить торец от периферии к центру на проход, выдержав размер 39 мм | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Расточить отверстие с Æ26 мм до Æ32 мм на проход | Расточной проходной резец, ВК8 | Штангенциркуль | ||||
| Точить наружную поверхность с Æ106 мм до Æ98 мм до кулачков | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Точить радиальную канавку с Æ79 до Æ52 глубиной 11 мм | Расточной подрезной резец, ВК8 | Штангенциркуль | ||||
| Б | Переустановить | 4-хкулачный патрон | ||||
| Точить торец от периферии к центру на проход, выдержав размер 36 мм | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Точить наружную поверхность с Æ106 мм до Æ98 мм на проход | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Точить радиальную канавку с Æ79 до Æ52 глубиной 11 мм | Специальный резец, ВК8 | Штангенциркуль |
10. Термическая
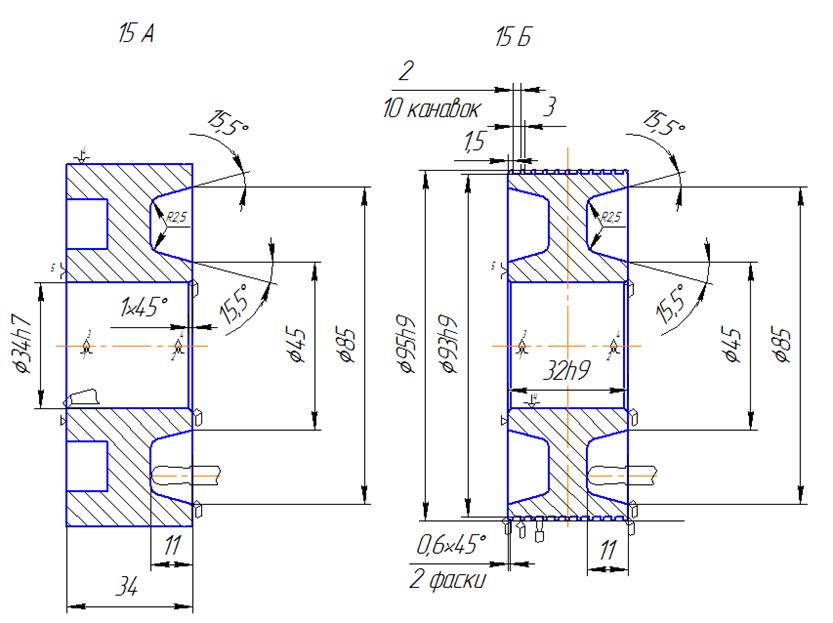
15. Токарная чистовая
| Уста-нов | Пози-ция | Пере-ход | Содержание перехода | Режущий инструмент | Мерительный инструмент | Приспособление |
| А | Установить, закрепить, снять | 4-хкулачный патрон | ||||
| Точить торец от периферии к центру на проход, выдержав размер 34 мм с Ra 3,2 | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Расточить отверстие с Æ34 мм до Æ32h7 на проход с Ra 3,2 | Расточной проходной резец, ВК8 | Штангенциркуль, калибр-пробка | ||||
| Точить фаску в отверстии Æ32h7 1´45° | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Расточить радиальную канавку согласно чертежу, выдержав уклон стенок 15,5° и радиусы скруглений R2,5 | Фасонный расточной резец R2,5, ВК8 | Штангенциркуль, радиусомер, угломер | ||||
| Б | Переустановить | Цанговая оправка Æ32 | ||||
| Точить торец от периферии к центру на проход, выдержав размер 32h9 мм с Ra 3,2 | Правый проходной резец, ВК8 | Штангенциркуль, калибр-скоба | ||||
| Точить фаску в отверстии Æ32h7 1´45° | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Точить наружную поверхность с Æ98 мм до Æ95h9 мм на проход | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Точить две фаски на Æ95h9 0,6´45° | Правый проходной резец, ВК8 | Штангенциркуль | ||||
| Расточить радиальную канавку согласно чертежу | Фасонный расточной резец R2,5, ВК8 | Штангенциркуль, радиусомер, угломер | ||||
| Точить 10 канавок шириной 2 мм с Æ95h9 до Æ93h9 с шагом 3 мм согласно чертежу | Фасонный канавочный резец, ВК8 | Штангенциркуль, шаблон |
20. Технический контроль. Маркировать обозначение








