 2015-05-20
2015-05-20 1617
1617Исходными данными для расчёта режима рельефной сварки являются:
- толщина свариваемого металла S;
- марка свариваемого металла.
Основными расчётными параметрами рельефной сварки являются (рисунок 2.10):
- сила сварочного тока Iсв;
- усилие на электродах Fсв;
- время сварки tсв;
- размеры рельефа d, h, H;
- расстояние между рельефами Нр;
- время предварительного сжатия tсж;
- время проковки tпр.
Рельефы по форме могут быть сферические (рисунок 2.10) для металла толщиной до 2 мм и конические – для металла толщиной более 2 мм.
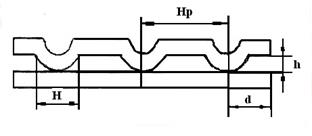
Рисунок 2.10 – Размеры и формы рельефов
Усилие на электродах определяется в зависимости от толщины свариваемого металла S и количества рельефов n.
При количестве рельефов до 3-х:
Fсв=(150…200) S·n. (2.54)
При количестве рельефов более 6:
Fсв=(150…200) ·S·n·0,5 (2.55)
При 3  n 6
n 6
Fсв=(150…200) ·S·n·0,75.
Время сварки вычисляется по формуле для точечной сварки, так же как и время сжатия и время проковки.
Сила сварочного тока Iсв, приходящаяся на один рельеф, определяется по формулам для точечной сварки. Суммарный ток вычисляют по формулам:
Iсв=n·Iсв1 при n<3 (2.56)
Iсв=0,75·n·Iсв1 при 3 n 6 (2.57)
Iсв=0,5·n·Iсв1 при n>6 (2.58)

