 2015-03-20
2015-03-20 23246
23246Включает в себя:
· последовательность технологических операций;
· разбивку конструкции на отдельные технологические узлы или элементы;
· эскизную проработку специальных приспособлений и оснастки;
· расчеты режнмов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций;
· сравнительную оценку разработанных вариантов технологии.
После окончательного утверждения технического проекта и прииятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации).
Рабочий технологический процесс сварки включает в себя:
· уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
· разработку технологических карт, в которых указывают все параметры режима сварки, примеияемые сварочные материалы иоборудование;
· краткие описания технологических приемов выполнения отдельных сварочных операций;
· требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
· указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
В зависимости от количества изделий, охватываемых процессом, установлено два вида технологического процесса: типовой и единичный. Правила разработки рабочих технологических процессов предусматривают обязательное использование типовых технологических процессов и стандартов на технологические операции.
В зависимости от степени детализации каждый технологический процесс сварки может быть маршрутным, операционным или операционно-маршругным. Типовые технологические процессы разрабатывают на основе анализа многих действующих и возможных технологических процессов для типовых представителей групп изделий. Технологическая операция является частью технологического процесса, выполияемой на одном рабочем месте.
Технологический процесс сварки: разработка типового техпроцесса сварки
К основным этапам разработки типового технологического процесса относятся:
1) классификация объектов производства - выбирают группы объектов, имеющих общие конструктивно-технологические характеристики, и типовых представителей групп;
2) количественная оценка групп объектов - оценка типа производства (единичное, серийное или массовое);
З) анализ конструкций типовых объектов по чертежам, техническим условиям (ТУ), программам выпуска и типу производства разрабатывают основные маршруты изготовления конструкций, включая заготовительные процессы;
4) выбор заготовки и способов ее изготовления с технико-экономической оценкой оценивают точностные характеристики способов изготовления и качества поверхности, выбирают метод обработки;
5) выбор технологических баз;
6) выбор вида производства (сварка, литье, обработка давлением, механическая обработка);
7) составление технологического маршрута обработки - определяют последовательность операций и выбирают группы оборудования по операциям;
8) разработка технологических операций, включающая в себя:
· рациональное построение операций;
· выбор структуры операций;
· рациональную последовательность переходов в операции;
· выбор оборудования, обеспечивающего оптимальную производительность и требуемое качество;
· расчет загрузки технологического оборудования;
· выбор конструкции технологической оснастки;
· определение принадлежности выбранной конструкции к стандартным системам оснастки;
· установление исходных данных, необходимых для расчетов, и расчет припуска на обработку и межоперационных припусков;
· установление исходных данных для расчета оптимальных режимов обработки и их расчеты;
· установление исходных данных для расчета норм времени и их расчет;
· определение разряда работ и профессии исполнителей;
9) расчет точности, производительности и экономической эффективности вариантов типовых технологических процессов с выбором оптимального варианта;
1О) оформление документации на типовой технологический процесс сварки, согласование ее с заинтересованными службами и утверждение.
На предприятии должны быть компьютерные информационно-поисковые системы для поиска ранее разработанных аналогичных технологических процессов и отдельных технологических операций.
Всю информацию вводят в компьютер в кодированном виде. При разработке технологического процесса анализируют технологичность сварных изделий и конструкций.
Количественная оценка технологичности основывается на системе показателей, включающей в себя:
· базовые показатели технологичности, устанавливаемые в техническом задании на проектирование изделия;
· показатели технологичности, достигнутые при разработке конструкции;
· уровень технологичности (отношение достигнутых показателей к базовым).
Основными показателями технологичности являются трудоемкость и технологическая себестоимость изготовления изделия.
Факторы, влияющие на выбор показателей: требования к изделию, вид изделия, объем выпуска, наличие информации, необходимой для определения показателей.
Требования к изделию определяют, каким видом технологичности должна обладать конструкция: производственным, эксплуатационным или и тем и другим, что, в свою очередь, определяет группу показателей технологичности.
В зависимости от вида изделия (сборочная единица, комплекс, комплект или деталь) из групп выбирают те показатели, которые могут характеризовать технологичность данного вида изделия.
Знание объема выпуска позволяет выбирать показатели, характеризующие расходы или затраты и имеющие наибольшую значимость при данном объеме выпуска.

1. Балки – наиболее распространенные строительные конструкции. Они нашли широкое применение в строительстве самых различных сооружений: в общественных, гражданских и промышленных зданиях; мостах; эстакадах; гидротехнических сооружениях и т.д. Балки просты по конструкции, недороги в изготовлении и надежны в работе. Они предназначены для восприятия нагрузок, приложенных в пролете, передачи их на опоры и работают, в основном, на поперечный изгиб. По статической схеме балки разделяют на разрезные, неразрезные и консольные. С точки зрения расхода материала наиболее эффективна двутавровая форма сечения балок.
Стальные балки бывают прокатными и составными. Прокатные балки, чаще всего, имеют двутавровое сечение с параллельными или наклонными гранями полок, реже применяют горячекатаные или холодногнутые швеллеры. Такие балки менее трудоемки в изготовлении, чем составные, но ограниченность сортамента делает невозможным их применение при больших изгибающих моментах. Составные балки изготавливают сварными, реже болтовыми и клепаными. Основной тип сечения балок – двутавровое из трех листов: вертикального – стенки и двух горизонтальных – полок.
Балочная клетка представляет собой конструктивный комплекс, образованный системой балок одного или нескольких направлений, предназначенный для восприятия нагрузок и передачи их на колонны или стены. Балочные клетки применяют в рабочих площадках, покрытиях и перекрытиях зданий, в пролетных строениях мостов, в затворах гидротехнических сооружений и т.д. На балочную клетку укладывают несущий настил (стальной или железобетонный).
В зависимости от назначения, габаритных размеров, значения и схемы расположения нагрузок, типа настила выбирают схему балочной клетки. При этом рассматривают разные типы балочных клеток и выбирают наилучший, исходя из наименьших затрат металла и труда на изготовление и монтаж конструкций. Сравнение вариантов производится на основании эскизного проектирования и приближенных расчетов нескольких вариантов.
По схеме компоновки в плане различают три типа балочных клеток: упрощенный, нормальный и усложненный. Упрощенный тип основан на использовании балок одного направления, передающих нагрузку на опоры.
Нормальный тип (рис. 1) состоит из главных балок и балок настила, по которым укладывают настил. В балочной клетке нормального типа нагрузка с настила передается последовательно на балки настила (БН), на главные балки, а затем на колонны.
В усложненном типе (рис. 2) балочной клетки имеется три вида балок – главные (ГБ), вспомогательные (ВБ), воспринимающие нагрузку от балок настила, и балки настила. Усложненный тип целесообразно использовать, когда необходимо перекрыть сравнительно большие пролеты, а число внутренних колонн свести к минимуму.
КЛАССИФИКАЦИЯ И СОРТАМЕНТ ТРУБ
Сортамент труб
| Форма поперечного сечения горячей холоднодеформированного полого зделия называется профилем. Совокупность форм и размеров полых профилей, получаемых прокаткой, прессованием, волочением, сваркой называется ортаментом. Почти все трубные изделия, изготовляемые прокаткой, прессованием, волочением или сваркой, стандартизованы ГОСТом. Различают стандарты на сортамент проката и на технические условия его оставки. Стандарты и технические условия определяют размеры и техническую характеристику труб, химический состав металла, формы профиля, номинальные размеры и допускаемые пределы отклонений, механико- груктурные свойства, внешний вид, правила испытаний, приемки, маркиров,упаковки и транспортировки. Стандарты на трубы учитывают, в основном, технические возможности заводов-поставщиков и требования потребителей, причем ГОСТы периодически ересматриваются и ужесточаются на основе усовершенствования технологии зготовления труб, применения нового, более современного оборудования, озволяющего повысить требования к качеству труб. Основные виды государственных стандартов на поставку труб следующие: стандарты общих технических условий устанавливают технические требования к определенному виду труб, включая все требования к сортаменту, каче- ственным характеристикам труб, правилам приемки и методам испытаний; гандарты сортамента определяют наиболее рациональные для народного озяйства профили и размеры труб. В этих стандартах устанавливаются диаметр труб или размеры сечения для профильных труб, толщина стенки, допускаемые отклонения по геометрическим размерам, овальности, разностенности кривизне и т.п.; стандарты технических требований определяют основные технические требования к трубам широкого назначения. В них предусматриваются марки стали, механические свойства (временное сопротивление, предел текучести, относительное удлинение и ударная вязкость), требования к качеству поверхности, также требования к технологическим испытаниям - гидравлическим давлением, сплющиванием, раздачей, загибом и другие. В стандартах указываются правила приемки, специальные требования к маркировке, упаковке, транспортированию и хранению труб; технические условия (ТУ) разрабатываются на изготовление и поставку труб при отсутствии в государственных стандартах технических условий, распространяющихся на данную продукцию, а также при необходимости дополнения или ужесточения свойств изделий в этих стандартах. Требования, установленные в ТУ, должны быть не ниже требований действующих стандартов, распространяющихся на данную продукцию. К числу стандартов на производство стальных труб относятся прежде всего сортаментные стандарты, определяющие рациональные для народного хозяйства профили и размеры труб. В этих стандартах устанавливаются диаметр для круглых труб и размеры сечения для профильных, толщина стенки, длина, допускаемые отклонения по геометрическим размерам и массе. |
3. 
1. Колонны – это элементы сооружений, служащие опорами вышележащих конструкций и передающие нагрузку от них на нижележащие. Стальные колонны состоят из трех основных частей: стержня, который является основным несущим элементом; оголовка, служащего для опирания и крепления вышележащей конструкции; базы, которая распределяет нагрузку от стержня колонны на фундамент и обеспечивает прикрепление к нему колонны с помощью анкерных болтов. В центрально-сжатых колоннах продольная сила приложена по оси стержня, т.е. в центре тяжести сечения, и вызывает в нем только равномерно распределенные по сечению сжимающие напряжения. Центрально-сжатые колонны применяются для поддержания перекрытий и покрытий зданий, в рабочих площадках, эстакадах и т.п.
По конструкции стержня колонны делятся на сплошные и сквозные. Сплошные колонны имеют непрерывное распределение материала по сечению. Стержень сквозной колонны состоит из нескольких ветвей, соединенных между собой планками или решетками. Сечение сплошной колонны проектируют из прокатных профилей или листов, образующих закрытое (рис. 39, а – д) либо открытое (рис. 39, е – з) сечение. При выборе сечения стержня колонны следует учитывать экономичность колонны, трудоемкость изготовления и удобство эксплуатации. Наиболее рациональны такие сечения, которые обеспечивают одинаковую гибкость (равноустойчивость) колонны относительно
2. По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий.
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия. Контроль процессов позволяет предотвратить появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая, электрошлаковая и др.). Существуют следующие способы контроля сварочных процессов.
Контроль по образцам технологических проб. В этом случае периодически изготовляют образцы соединений из материала той же марки и толщины, что и свариваемое изделие, и подвергают их всесторонней проверке: внешнему осмотру, испытаниям на прочность соединений, просвечиванию рентгеновскими лучами, металлографическому исследованию и т.д. с момента изготовления одного образца до момента изготовления следующего.
Контроль с использованием обобщающих параметров, имеющих прямую связь с качеством сварки, например использование дилатометрического эффекта в условиях точечной контактной сварки.
Контроль параметров режима сварки. Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др.
Контроль изделий производят пооперационно или после окончания изготовления. Последним способом обычно контролируют несложные изделия. Качество выполнения сварки на изделии оценивают по наличию наружных или внутренних дефектов.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы.
К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т.п.
Рис. 1. Виды дефектов сварных швов:
а - ослабление шва. б - неравномерность ширины, в - наплыв, г - подрез, с - непровар, с - трещины и поры, ж - внутренние трещины и поры, з - внутренний непровар, и - шлаковые включения
Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.
Прожоги - это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Причины образования непроваров - плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов.
Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений.
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам - сквозным порам и трещинам.
Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением.
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны.
Его широко применяют при проверке сварных швов днищ резервуаров, газгольдеров и других листовых конструкций. Сущность метода заключается в создании вакуума на одной стороне контролируемого участка сварного шва и регистрации на этой же стороне шва проникновения воздуха через имеющиеся неплотности. Контроль ведется с помощью переносной вакуум-камеры, которую устанавливают на наиболее доступную сторону сварного соединения, предварительно смоченную мыльным раствором (рис. 2).
Рис. 2. Вакуумный контроль шва:
1 - вакуумметр, 2 - резиновое уплотнение, 3 - мыльный раствор, 4 - камера.
Люминесцентный контроль и контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия.
Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов.
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий.
Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида.
Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 - 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Рис. 3. Магнитная запись дефектов на ленту: 1 - подвижный электромагнит, 2 - дефект шва, 3 - магнитная лента.
Радиационные методы контроля являются надежным и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл.
Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4).
Рис. 4. Схема радиационного просвечивания швов: а - рентгеновское, б - гамма-излучением: 1 - источник излучения, 2 - изделие, 3 - чувствительная пленка
Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгено - графированием (экспозицией на пленку) применяют и рентгеноскопию, т.е. получение сигнала о дефектах при просвечивании металла на экран с флуоресцирующим покрытием.
Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов.
При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
Рис. 5. Ультразвуковой контроль швов: 1 - генератор УЗК, 2 - щуп, 3 - усилитель, 4 - экран.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1-2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1-2 мм 2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Разрушающие методы контроля сварных соединений
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения. Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли.
К механическим испытаниям относят:
а) испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение;
б) статический изгиб;
в) ударный изгиб (на надрезанных образцах);
г) на стойкость против механического старения; д) измерение твердости металла на различных участках сварного соединения.
Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие. В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия. Варианты образцов для определения механических свойств сварного соединения.
Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне.
Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Ударный изгиб - испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву. Для труб малого диаметра с продольными и поперечными швами проводят испытания на сплющивание. Мерой пластичности служит величина просвета между поджимаемыми поверхностями при появлении первой трещины.
Металлографические исследования сварных соединений проводят для установления структуры металла, качества сварного соединения, выявляют наличие и характер дефектов. По виду излома устанавливают характер разрушения образцов, изучают макро- и микроструктуру сварного шва и зоны термического влияния, судят о строении металла и его пластичности.
Макроструктурный анализ определяет расположение видимых дефектов и их характер, а также макрошлифы и изломы металла. Его проводят невооруженным глазом или под лупой с 20-ти кратным увеличением.
Микроструктурный анализ проводится с увеличением в 50-2000 раз с помощью специальных микроскопов. При этом методе можно обнаружить окислы на границах зерен, пережог металла, частицы неметаллических включений, величину зерен металла и другие изменения в его структуре, вызванные термической обработкой. При необходимости делают химический и спектральный анализ сварных соединений.
Специальные испытания выполняют для ответственных конструкций. Они учитывают условия эксплуатации и проводятся по методикам, разработанным для данного вида изделий.
Механические испытания на твердость
Отбор образцов
Контрольные образцы для механических испытаний, в соответствии с требованиями ГОСТ6996-66* изготовляют из пластин (проб), сваренных специально из того же металла и по той же технологии, что и сварные соединения металлоконструкций и трубопроводов или вырезают непосредственно из них.
Не допускается применение материалов, на которые отсутствуют сертификаты, паспорта и другие документы, подтверждающие их качество.
Для контрольных соединений, выполняемых дуговой, электрошлаковой и газовой сваркой из плоских элементов, по требованию ГОСТ6996-66* ширину каждой пластины (если нет иных указаний в нормативно-технической и проектной документации) следует принимать в зависимости от толщины металла:
Толщина металла, мм 4 Св. 4 до 10; Св.10 до 20; Св. 20 до 50; Св.50 до 100 ширина пластины, мм 50, 70, 100, 150, 200, 250
При выполнении контрольного соединения из круглого или фасонного проката ширина его должна быть не менее двух диаметров или ширин элемента.
Длина свариваемых пластин определяется размерами и количеством образцов, подлежащих изготовлению с учетом припусков на ширину реза и последующую обработку с добавлением длины неиспользуемых участков. Размеры неиспользуемых участков приведены в табл. 28.
Вырезка контрольных образцов из пластин должна производиться на металлорежущих станках. Допускается применение термической резки образцов с последующим удалением механическим способом металла, подвергаемого термическому воздействию.
3. 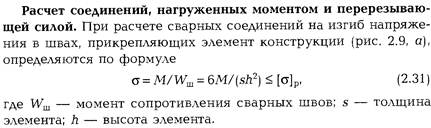
1. Фермой называется жесткая (кинематически неизменяемая) конструкция, состоящая из прямолинейных стержней, соединенных на концах шарнирами. Места соединения стержней называются узлами, к которым прикладываются внешние силы. Весом стержней и трением в шарнирах пренебрегают. В случае необходимости учета их веса, вес стержней распределяют по узлам. Следовательно, на каждый стержень фермы действуют только две силы, приложенные по его концам. Поэтому стержни работают либо на растяжение, либо на сжатие. Таким образом, на каждый узел действует система сходящихся сил. Если стержни расположены в одной плоскости, то такая ферма называется плоской.
В плоской ферме различают следующие элементы: верхний пояс, нижний пояс, стойки, раскосы, узлы, панели (рис. 4.1).
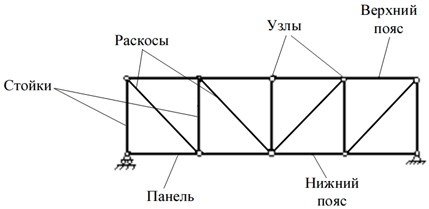
Рис. 4.1
Стержни, располагающиеся на верхнем контуре фермы, образуют верхний пояс, а находящиеся на нижнем контуре – нижний пояс. Стержни, соединяющие узлы панели, образуют решётку фермы, при этом наклонные стержни называются раскосами, а вертикальные стержни – стойками. Часть фермы, находящаяся между узлами поясов, называется панелью.
В инженерной практике стержни обычно жёстко соединены в узлах с помощью сварных, заклёпочных или болтовых соединений, при этом в жёстких узлах возникают изгибающие моменты. Однако, напряжения изгиба по сравнению с нормальным напряжением весьма малы, поэтому ими, при расчёте фермы, как правило, пренебрегают.
Фермы используются при устройстве мостовых переходов, перекрытий большепролётных зданий, создании грузоподъёмных устройств (например, строительных кранов).
Большое разнообразие конструктивных решений ферм затрудняет их классификацию.
В настоящее время фермы классифицируют по следующим признакам:
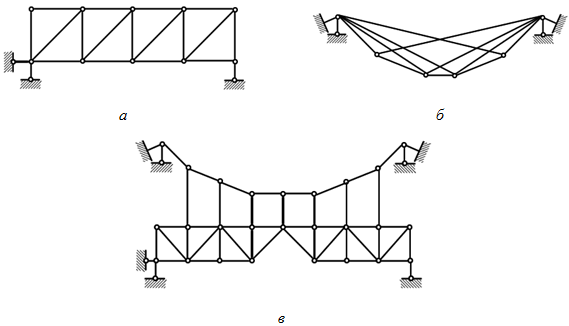
1) по характеру усилий – фермы балочные (рис. 4.2а), висячие (рис. 4.2б), комбинированные (рис. 4.2в);
2. Заключительным этапом разработки технологического процесса сборки является нормирование сборочных работ, определение трудоемкости сборки и необходимых рабочих мест или позиций, которые должны пройти собираемые объекты, а также формирование операций переходов. Нормирование и оценку трудоемкости сборочных работ осуществляют по формулам, приведенным в [9] и по нормативам времени на слесарно-сборочные работы [10].
При рассмотрении основ технического нормирования штучное время состоит из четырех элементов: основного времени
tосн, вспомогательного времени tвсп, времени обслуживания рабочего места tоб, времени на отдых tп.
В слесарных и сборочных работах в большинстве случаев отсутствует четкое разделение основного и вспомогательного
времени на том или ином переходе. Нормативы времени на слесарно-сборочные работы содержат нормы основного технологического и вспомогательного времени выполнения наиболее распространенных сборочных переходов. Время обслуживания рабочего места, выделяемое рабочему для раскладки инструмента перед началом работы, очистки рабочего места, замены инструмента в процессе работы, передачи рабочего места сменщику, устанавливают в зависимости от вида сборочных работ в размере 2 – 6 \% оперативного времени, представляющего собой сумму основного технологического и вспомогательного времени.
Перерывы на отдых составляют 4 – 6 \% оперативного времени. При конвейерной сборке рекомендуется делать перерыв на 10 минут через каждые 1 час 40 минут работы. Во многих случаях приемы измеряются во времени как единый комплекс работ, нормируя его целиком, определяя так называемое неполное оперативное время. Вспомогательные приемы работ, связанные с установкой и снятием детали, как более длительные и имеющие самостоятельное значение, нормируют отдельно.
Таким образом, формула штучного времени в общем виде будет следующей
tш = tо′ п + t у + tоб + tп, (5.12)
где
tо′ п
– неполное оперативное время для выполнения комплекса приемов работ с учетом конкретных условий и объема
работы; tу – вспомогательное время на установку и снятие детали (узла); tоб – время организационно-технического обслуживания рабочего места; tп – время на отдых.
При нормировании в серийном производстве для каждой сборочной операции определяют по соответствующим нормативам подготовительно-заключительное время, которое составляет 3 – 6 мин для слесарных работ и 6 – 15 мин – для сборочных. При определении времени, затрачиваемого на операцию (трудоемкость операции), подготовительно-заключительное время относится к одному изделию и суммируется со штучным временем. Суммирование трудоемкостей отдельных операций дает возможность найти трудоемкость сборки всего изделия, определить число необходимых рабочих мест или позиций и потоков, требуемых для сборки одинаковых изделий, по формулам, приведенным в работе [9].
Время на сборку партии tпарт узлов или изделий
где п – размер партии.
tпарт = ntш + tп-з, (5.13)
При разработке технологического процесса сборки поточным методом должна быть обеспечена длительность операций, равная или кратная такту сборки изделий. Равенство и кратность времени операции такту сборки может быть достигнуто путем частичных изменений последовательности сборки, перекомплектования операций из переходов, совмещения и расчленения операций, изыскания более производительных методов сборки, использования более производительного оборудования и технологической оснастки, а также корректирования режимов работы оборудования.
Все мероприятия по упорядочению операций сборки во времени ни в коем случае не должны влиять на качество собранного изделия, производительность и удобство.
3. 

1. Конструирование фермы начинают с вычерчивания осевых линий, образующих геометрическую схему конструкции. При этом следует строго следить за тем, чтобы сходящиеся в узлах осевые линии элементов пересекались в центре узла; только в этом случае сходящиеся в узле силы могут уравновеситься.
Центрирование стержней по фигуре недопустимо, так как в этом случае силы, сходящиеся в узле, не уравновешиваются и появляется дополнительный момент M — Re, который изгибает пояс. Пренебрегать этим дополнительным моментом нельзя, так как он влияет на условия равновесия узла и напряжения от него относятся к категории основных (смотрите раздел Методика расчета стальных конструкций).

