 2015-05-20
2015-05-20 1442
14425.4.1 При монтаже ОК с волокнами типа G.652 на магистральной и распределительной сети PON, а также при вводе ОК в кроссы и оконечные устройства, соединение ОВ должно осуществляться методом сварки. Существует ряд автоматических сварок специально разработанных для PON приложений (малогабаритных сварочных аппаратов), их отличительной особенностью является малый вес и удачная эргономика, позволяющая работать на весу или во внешних распределительных устройствах например ОРШ или ОРК.
5.4.2 При аварийных ситуациях или временных соединениях в том числе на абонентских шнурах c волокнами G.657 могут использоваться механические соединители ОВ.
5.4.3 Для соединения оптических волокон в кабелях, а также в оптических распределительных устройствах могут применяться механические соединители типа Corelink или Fibtrlok. Но их применение ограничено только небольшими распределительными сетями с малым количеством ответвлений, что определяется достаточно большим затуханием которое вносят эти соединители. Обычно такими соединителями осуществляется монтаж небольших локальных сетей.
5.4.4 Самое технологичное соединение ОВ сварка специальным сварочным аппаратом. В любом аппарате сварка производится электрической дугой, вырабатываемой электронной начинкой прибора. Основные сложности заключаются в точной юстировке свариваемых волокон, токе и времени нагрева, сведении волокон. Автоматическая юстировка волокон достигается по уровню сигнала, проходящего через совмещённые волокна (см. Рисунок 11).
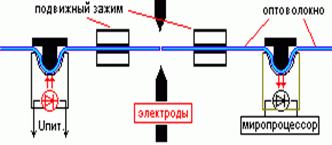
Рисунок 11 – Схема поясняющая принцип сварки ВОЛС по уровню сигнала
5.4.5 В настоящее время получили распространение автоматические сварочные аппараты с контролем соединения по конфигурации. Точное совмещение свариваемых ОВ осуществляется встроенными в прибор микровидеокамерами. Юстировка, стыковка и сварка осуществляется под управлением контроллера. Всё происходящее видно на небольшом, иногда цветном, мониторе. Оператору нужно очистить волокно от лака, сколоть и вложить его в зажимы прибора. Иногда требуется осуществлять выбор программы сварки (если меняется тип ОВ). Прибор сварит и выдаст вероятное по его мнению затухание на сварном стыке. Остаётся вынуть сваренные волокна натянуть на стык гильзу и положить в печку, то же автоматическую. Процесс упрощён до предела, не требует большого опыта и обеспечивает качество стыка до 0,05 дБ.
5.4.6 Для каждого типа соединения оптических волокон необходим претензионный скалыватель. Скалывателем ОВ называют приспособление необходимое для соединений сваркой или гелевым (механическим) соединителем. Необходимость обусловлена тем, что сломанный конец оптоволокна имеет непредсказуемую форму, а для сварки нужен хороший под 90º скол. По размеру настольный скалыватель как правило имеет не большие размеры, но содержит в себе высокоточную механику. Обычно имеет алмазный или твёрдосплавный резец и устройство позволяющее волокну сломаться только определённым образом. По конструкции скалыватели различных фирм не однотипны, но всегда дороги. От качества скола зависит многое и для постоянной работы с оптоволокном необходим хороший скалыватель.

