 2015-05-20
2015-05-20 2508
25085.3.1 Муфты для соединения строительных длин ОК на сети PON, по возможности, должны быть сборно-разборных конструкций и обеспечивать герметичность. На магистральной сети применяются муфты большой ёмкости позволяющие сращивать от 48 и более волокон. Линейно-кабельные оптические стыки должны обеспечивать соединение строительных длин оптического кабеля и конструктивно выполняются в виде соединительных кабельных муфт линейного оптического кабеля и обеспечивают защиту и фиксацию сварных, склеенных и других неразъемных соединений оптических волокон, укладку их технологического запаса, герметизацию кабельных вводов. Неразъёмные (сварные) соединения волокон, наиболее предпочтительны т.к. обеспечивают наиболее качественные соединения. Недостатком является необходимость наличия дорогостоящего сварочного аппарата и неудобство его использования при работе на внутри домовых сетях. Вносимое затухание в неразъемном соединителе для одномодовых волокон должно быть не более 0,10 дБ, дополнительные потери, вносимые за счет компактной укладки волокон в муфте, должны быть не более 0,01 дБ.

Рисунок 7
5.3.2 Муфта показанная на Рисунке 7 позволяет соединить до 144 волокон и вмещает до восьми 18 волоконных кассет. С помощью набора расширения муфта может вместить 12 кассет. Обе половины муфты герметизируются при помощи кольца и фиксируются винтами. Винты легко снять, после чего открывается доступ внутрь муфты. Кабельные порты герметизируются при помощи герметизатора CABLELOK.
Оптические муфты для сетей PON должны иметь следующие конструкции, в зависимости от области применения:
- тупиковые, где ввод/вывод оптоволоконного кабеля в корпус муфты производится только с одной стороны корпуса, например цилиндрические;
- проходные оптические муфты, где ввод/вывод ОК в корпус муфты производится с противоположных сторон корпуса, например плоские.

Рисунок 8
5.3.3 Пример проходной муфты, показанной на Рисунок 8,представляет собой ремонтопригодную конструкцию оптической муфты, монтируемой «холодным» способом и содержащую центральную часть (Т2С), кассеты и узлы крепления кабелей. Ёмкость монтажа (количество монтируемых оптических волокон):
- количество кассет -6;
- кассеты на 24 сростка оптических волокон – 144;
- кассеты на 16 сростков оптических волокон – 96;
- количество вводов кабелей – 2+4 с каждой стороны.
Эти муфты универсальные, используются как в качестве тупиковой, так и проходной муфты за счет установки на одной стороне корпуса заглушек или кабельных вводов соответственно.
5.3.4 Все оптические муфты должны состоять из следующих конструктивных элементов:
- деталей для крепления наружной оболочки ОК;
- узлов для обеспечения электрической непрерывности и механической прочности металлических силовых элементов ОК;
- кассет для укладки и защиты сварных или механических соединений оптических волокон (ОВ), а также запаса ОВ, в том числе мест для установки сплиттеров (см. Рисунок 9);
- узлов для вывода проводов заземления.
Герметизация вводов оптического кабеля в муфту обеспечивается термоусаживаемыми трубками или специальными герметизирующими лентами.
5.3.5 Ремонт современных муфт в большинстве случаев проводится без перерыва связи. Исключением может быть случай, когда обрыв ОВ обнаруживается в месте, где технологического запаса не хватает для перемонтажа сварного соединения.
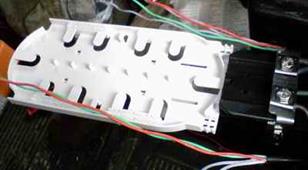
Рисунок 9 – Кассета оптоволоконная для установки в муфте
5.3.6 Гильза для сварочного соединения оптоволокна (см. Рисунок 10). Не смотря на кажущуюся простоту достаточно сложная и, по своему, незаменимая деталь. Предназначена для защиты и герметизации места сварки и очищенного от лака участка волокна. Состоит из трёх компонентов:
- металлический сердечник. Служит жёстким каркасом, не даёт гильзе «коробиться» в печке, распределяя нагрев равномерно;
- термоплавкий клей закрепляет волокно после остывания, герметизирует стык;
- термоусаживая трубка, сжимается в печке, образует внешнюю защиту соединения.

Рисунок 10 – Гильза с ТУТ для защиты сварочного соединения ОВ
В изначальном состоянии представляют собой трубку длиной 5 см. Волокно вставляется в гильзу до сварки. После сварки и проверки стыка рефлектометром гильза перемещается на место стыка и помещается в печку прибора для обсадки. Могут поставляться в комплекте с муфтой.
Муфты и оптоволоконные кроссы имеют различную форму и, соответственно, разную последовательность сборки. Как правило в каждую муфту поставщики или производители вкладывают инструкцию по монтажу. По конструкции некоторые типы муфт остаются частично разборными после окончательного монтажа (зажим-защёлка) или полностью завариваться.
5.3.7 Последовательность монтажа муфт:
1 Начинают с обрезки ОК. 2 метра кабеля отрезается. Обусловлено это тем, что при затяжке на конец кабеля приходится максимум ударов и перегибов, к тому же, при нарушении оболочки внутрь модуля могла попасть вода, которая впоследствии вызовет помутнение стекла волокна.
2 На оптоволоконной муфте оставляют запасы кабеля 5–6 метров, назначение которого – возможность замены или переделки муфты в монтажной машине.
3 С кабеля снимаются защитные оболочки на длину около 1 метра, до оптических модулей, оставляется только некоторый участок брони для её фиксации и электрического соединения. Оптические модули протираются нефрасом или спиртом от остатков гидрофобного заполнителя.
4 Частично разделанные концы просовываются в отверстия муфты или кросса и закрепляются. В кроссах броня соединяется с мягким проводом и выводится на клемму заземления стойки. Закрепляют кассету.
5 Следом, как правило специальным прищепкой-ножиком, обрезают оболочку оптического модуля таким образом, чтобы концы оболочки модуля закрепились в зажимах кассеты. Волокна так же протираются нефрасом.
6 Далее отмеряют волокна таким образом, чтобы волокна после сварки и обсадки гильз легли в кассету, не создавая загибов малого радиуса, лишнее обрезают.
7 На одно из свариваемых волокон надевается термоусаживаемая гильза.
8 Следом в действие вступает инструмент под названием стрипер. Им снимают лак с концов оптоволокна примерно на 2 – 3 см (под скалыватель).
9 Очищенное оптоволокно протирается спиртом или специальной салфеткой и закладывается в скалыватель, производится скол.
10 Процесс сварки описан выше. Тут же проводится измерение-контроль сварочного стыка оптическим рефлектометром.
11 Производится обсадка оптоволоконной гильзы.
12 Сваренные волокна укладываются в кассету (организатор световодов или сплайс-пластину).
13 Пункты с 7-ого по 12-ый повторяются для остальных оптических волокон.
14 После обсадки и укладки всех волокон контроль рефлектометром проводится заново.
15 Для муфты всё герметизируется и укладывается в котлован (колодец). Для кросса укладка и подключение коннекторов.








