 2015-05-13
2015-05-13 2549
2549Ультразвуковая обработка. Размерная УЗО деталей (2 вариант)
Сущность процесса заключается в удалении с поверхности материала мелких частиц абразивными зернами. В процессе ультразвукового колебания электрода-инструмента торец инструмента ударяет по абразивному зерну и сообщает ему кинетическую энергию. Абразивное зерно ударяет о поверхность и скалывает материал. Этот процесс возможен только для хрупких материалов (твердый сплав, закаленные стали) и не приемлем для мягких пластичных материалов.
Большое количество абразивного парашка, это около 30…100т на 1см2 а также частота повторения ударов абразивных зерен (от 18 до 25т в сек) обуславливает интенсивность съема метала с поверхности. Движение электрода-инструмента с постепенным перемещением по глубине обработки носит вибрационных характер, это значит что электрод-инструмент производит колебания с частотой сообщаемой электроду-инструменту. На поверхности в процессе скалывания материала образуется форма поперечного сечения электрода-инструмента, т.е. зеркальное отображение.
Размер получается размер инструмента + 2е максимальные величины абразивного зерна.
Для ультразвуковой обработки используется метод магнитострикции
Используется ультразвуковой генератор (вырабатывает электрически ток), вырабатывает импульсы, в обмотке создается магнитное поле под действием которого магнитострикционный материал изменяет свой размер (незначительно), начинает колебаться в зависимости от частоты импульсов. (данный процесс-схема используется практически во всех похожих схемах)
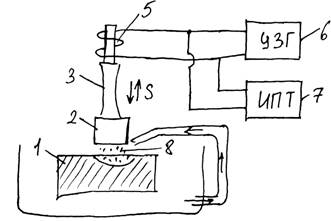 | 1 – обрабатываемое изделие 2 – лектрод-инструмент 3 – преобразователь ультразвуковой частоты (условно) 4 – магнитострикционный стержень 5 – обмотка 6 – ультразвуковой генератор 7 – источник постоянного тока 8 – абразивные зерна S – направление колебаний инструмента |
Рис.1. Принципиальная схема ультразвуковой обработки

