 2015-05-13
2015-05-13 6087
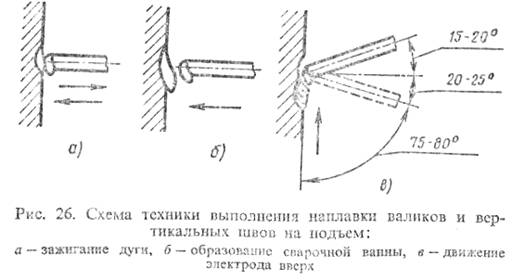
6087Вертикальные швы выполняют двумя способами: снизу вверх и сверху вниз. При сварке снизу вверх (рис. 26) дугу возбуждают в нижней точке соединения и после образования ванночки расплавленного металла электрод отводят немного вверх и в сторону. Дуга при этом должна быть направлена на основной металл. Расплавленный металл при отводе электрода вверх затвердевает, образуя «полочку», на которую наплавляют и которая удерживает последующие капли металла при движении электрода вверх. Электрод рекомендуется наклонять вверх под углом 20—25° к горизонту.
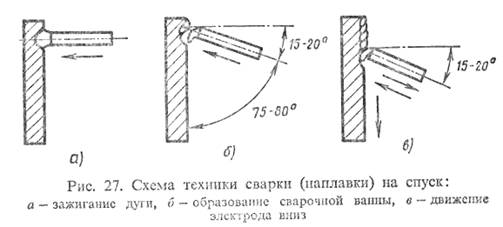
При сварке сверху вниз (рис. 27) дугу возбуждают в верхней точке шва и придают электроду сначала перпендикулярное, а после образования кратера — наклонное положение. Метод сварки сверху вниз рекомендуется применять в основном лишь для соединения тонкого металла и для выполнения первых слоев при наличия разделки кромок.
Вертикальные швы выполнять значительно труднее, чем нижние, так как в первом случае расплавленный металл под действием силы тяжести стремится вытечь из сварочной ванны.
Вертикальные швы следует выполнять током на 10—15% меньшим, чем при выполнении швов в нижнем положении, и короткой дугой. Используемые для наложения вертикальных швов электроды должны иметь «короткие» шлаки. При выполнении вертикальных швов, как и при выполнении швов в нижнем положении, получают узкие и широкие валики. Движение электрода при наплавке узких валиков в вертикальном положении приводится на рис. 28, а широких — на рис. 29.
Билеты №4
1. Классификация стальных покрытых электродов для сварки углеродистых
Для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа ГОСТ предусматривает девять типов электродов (Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55. Э60);
По виду покрытия различают электроды с покрытием:
- кислым – А;
- основным – В;
- целлюлозным – Ц;
- рутиловым - Р;
- смешанного вида – указывается двойное обозначение;
- прочими видами покрытий – П.
- Если в покрытии содержание железного порошка составляет более 20%, то к обозначению вида покрытия добавляют букву Ж.
По толщине покрытия в зависимости от отношения диаметра электрода D к диаметру стального стержня d различают электроды:
- М – с тонким покрытием (D/d S 1,20)
- С – со средним покрытием (1,20<D/d<1,45);
- Д – с толстым покрытием (1,45<D/d<1,80);
- Г – с особо толстым покрытием (D/d>1,80).

