 2015-05-13
2015-05-13 1616
1616При заливке расплава в литейную форму происходит тепловое взаимодействие отливки с формой. Отливка отдает тепло и охлаждается, а форма принимает тепло и нагревается. Теплообмен между отливкой и формой однозначно определяется свойствами формы. В том случае, когда термическое сопротивление формы во много раз больше термического сопротивления залитого сплава и когда отливка находится в достаточно тесном контакте с формовочной смесью, лимитирующим звеном процесса охлаждения отливки является распространение тепла внутри формы.
Основными теплофизическими константами материала формы являются: коэффициент теплопроводности  , объемная теплоемкость
, объемная теплоемкость  (
( , где
, где
с - удельная теплоемкость,  - плотность), коэффициент теплоаккумулирующей способности
- плотность), коэффициент теплоаккумулирующей способности  и коэффициент температуропроводности
и коэффициент температуропроводности  . Коэффициенты и выражаются соответственно формулами:
. Коэффициенты и выражаются соответственно формулами:
 , (13.1)
, (13.1)
 , (13.2)
, (13.2)
Зная любые три из перечисленных констант, и используя формулы (13.1) и (13.2), легко найти остальные константы.
Известно, что теплофизические свойства материалов существенно изменяются при изменении температуры. Литейная форма в тепловом отношении представляет собой анизотропное тело, тепловые свойства которого заметно изменяются в направлении потока тепла. При этом каждый элементарный слой по сечению формы или стержня имеет определенную температуру, которой соответствуют вполне определенные истинные значения теплофизических констант. На практике удается определить лишь среднее эффективное значение коэффициентов, которое учитывает не только неравномерность распределения температуры, но и прочие процессы, протекающие в форме (испарение влаги, горение связующих и т.п.). Определенное экспериментальным путем значение теплофизического свойства нельзя рассматривать как постоянную характеристику для данной литейной формы. Величина константы будет зависеть от типа и температуры заливаемого в форму сплава, толщины отливки, начальной температуры формы, плотности формовочной смеси. Кроме того, тепловые свойства формовочной смеси на одной основе (кварцевом песке, хромомагнезите и т.д.) будут, ощутимо изменяться при изменении влажности, величины зерна песка, природы и количества связующего и т.д.
При литье в разовые песчано-глинистые формы интенсивность процесса охлаждения отливки определяется в первую очередь теплоаккумулирующей способностью литейной формы . Изменением величины можно в широких пределах изменять скорость кристаллизации отливки и тем самым эффективно воздействовать на процесс ее формирования. Для изучения процесса перераспределения температуры в форме необходимо знать величину коэффициента температуропроводности формы , который характеризует температурное поле. Расчет коэффициентов и по формулам (13.1)и (13.2) осложняется тем, что теплопроводность и теплоемкость формовочных материалов существенно зависят от температуры и пористости последних и трудно поддаются непосредственному определению. Поэтому существует несколько методов прямого определения величины и . Наиболее подходящим для литейного производства является нестандартный метод А. В. Лыкова, основанный на определении констант по температурному полю полуорганического тела, нагревающегося в контакте с испытуемым образцом. При этом теория метода значительно упрощается, если в качестве образца используется затвердевающая металлическая пластина при условии, что металл залит без перегрева и кристаллизуется при постоянной температуре, а в качестве соприкасающегося с ней тела применяется формовочная смесь. Преимущества этого метода в том, что формовочная смесь испытывается при условиях, близких к реальным условиям литья.
Методика сводится к довольно простым схемам: экспериментальной и расчетной. Величина коэффициента теплоаккумулирующей способности формы  находится из уравнения теплового баланса по формуле
находится из уравнения теплового баланса по формуле
 (13.3)
(13.3)
где  - плотность заливаемого расплава, кг/м3;
- плотность заливаемого расплава, кг/м3;
 - удельная теплота кристаллизации отливки, Дж/кг;
- удельная теплота кристаллизации отливки, Дж/кг;
d - толщина отливки, м;
 - температура кристаллизации металла отливки oC;
- температура кристаллизации металла отливки oC;
 - начальная температура формы (окружающей среды), °С;
- начальная температура формы (окружающей среды), °С;
 - продолжительность кристаллизации металла, с.
- продолжительность кристаллизации металла, с.
Величины , и находят по справочным данным. Для меди, алюминия и железа значения этих величин приведены в таблице 13.1.
Таблица 13.1-Теплофизические свойства некоторых металлов
| Металл | , кг/м3 | , кДж/кг | , оС |
| Медь Алюминий Железо | 214,0 394,0 278,0 |
Единственной величиной, требующей экспериментального определения, является продолжительность полного затвердевания , для нахождения которого необходимо получить кривую охлаждения отливки. Для определения коэффициента аккумуляции тепла формы заливают чистыми металлами или сплавами с малым интервалом кристаллизации, которые кристаллизуются при постоянной температуре. Это позволяет получить на кривой охлаждения сплава четко выраженную температурную остановку. При определении теплоаккумулирующей способности смесей, предназначенных для изготовления стальных отливок, формы заливают армко-железом, для отливок из чугуна - заливку ведут чистой медью, для отливок из алюминиевых сплавов - чистым алюминием. При этом температура плавления заливаемых металлов незначительно отличается от температуры плавления сплавов, для которых предназначены литейные формы, Кроме того, известны теплофизические параметры армко-железа, меди и алюминия, необходимые для расчета . Типичная кривая охлаждения и порядок определения  по этой кривой показаны на рисунке 13.1.
по этой кривой показаны на рисунке 13.1.
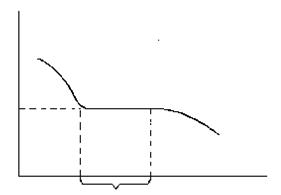
Рисунок 13.1 - Кривая охлаждения отливки
Для определения коэффициента необходимо построить экспериментальную кривую изменения температуры формы в точке, расположенной на расстоянии x от поверхности отливки. Выбранная точка должна располагаться на небольшом расстоянии от поверхности (как правило, x  10 мм). Значение коэффициента определяется:
10 мм). Значение коэффициента определяется:
 , (13.4)
, (13.4)
где - толщина стенки формы, м;
- время с начала заливки формы расплавом до конца кристаллизации, с;
 - критерий Фурье.
- критерий Фурье.
Критерий Фурье определяют по таблице 13.2 в зависимости от относительной температуры V и отношения  :
:
 , (13.5)
, (13.5)
где - температура кристаллизации металла, 0С;
t - значение температуры формы в точке X в момент времени , °С.
При расчете можно воспользоваться любым значением температуры t формы, отвечающим меньшему отрезку времени, чем время полного затвердевания отливки.
По значению коэффициентов и определяют величину коэффициентов и :
 (13.6)
(13.6)
 (13.7)
(13.7)
Плотность материала формы определяется методом взвешивания отобранного от формы образца определенного размера.








