 2015-05-26
2015-05-26 445
445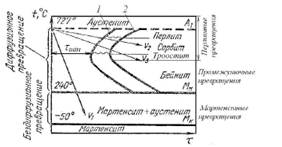
Для описания кинетики превращения переохлажденного аусте-
нита используют экспериментально построенные диаграммы время–
температура – степень изотермического превращения аустенита
. Кривая 1 характеризует начало распада аустенита, кривая 2 –
окончание распада. Линии Мн и Мк соответственно температуры на-
чала и конца мартенситных превращений.
Область инкубационного периода, расположенная левее кривой
начала распада аустенита, с увеличением степени переохлаждения
сначала резко уменьшается до минимума, а затем опять увеличивает-
ся. В зоне наименьшей устойчивости аустенита скорость превраще-
ния очень велика, а сам период составляет для углеродистых сталей
1…1,5 с. Увеличение инкубационного периода при более низких тем-
пературах вызвано снижением скорости образования и роста новых
фаз вследствие замедления процесса диффузии.
В зависимости от степени переохлаждения аустенита различают
три температурные области превращения: перлитную, мартенсит-
ную и промежуточную (бейнитную). Свойства и строение продуктов
превращения аустенита зависят от температуры, при которой проис-
ходит распад. Распад аустенита на ферритно-цементитную смесь начинается
с образования по границам зерен более богатого углеродом цементи-
та. Соседние с образовавшимся цементитом области обедняются уг-
леродом и испытывают полиморфное превращение , образуя
феррит. Рост пластинок феррита приводит к обогащению соседних
областей углеродом, что приводит к зарождению новых пластинок
цементита и т. д. Происходит рост феррито-цементитных колоний.
24) Отжиг I рода производится с целью устранения в отливках, по-
ковках, штамповках физической или химической неоднородности,
созданной предшествующими технологическими операциями
Отжиг II рода с фазовой перекристаллизацией производится
при нагреве выше точек Ас1 или Ас3 с целью измельчения зерна, уст-
ранения строчечности структуры, возникающей при горячей обработ-
ке давлением, повышения пластичности металла и др.
Гомогенизирующий отжиг применяют для устранения дендрит-
ной и внутрикристаллитной ликвации для высоколегированных ста-
лей, а также для цветных металлов и сплавов
Рекристаллизационный отжиг применяют для деталей, под-
вергшихся обработке методами холодного пластического деформиро-
вания (прокатка, штамповка, высадка и др.), с целью устранения на-
клепа и текстуры, возникающих при обработке
Отжиг для снятия остаточных напряжений применяется для
литых, сварных и обработанных путем резания деталей, в которых
вследствие неравномерного охлаждения возникли внутренние напря-
жения
Нормализационный отжиг (нормализация) производится путем
нагрева деталей из доэвтектоидных сталей выше линии Ас3, а заэвтек-
тоидных сталей выше Аст на 30…50 °С, выдержки до их полного про-
грева и последующего охлаждения на воздухе. Вследствие большого
переохлаждения происходит измельчение структуры, на 10…15 %
повышается прочность материала
25) Под закалкой понимается термическая обработка, заключаю-
щаяся в нагреве доэвтектоиных углеродистых сталей на 30…50 °С
выше линии Ас3, а эвтектоидных и заэвтектоидных сталей выше линии
Ас1, выдержке при этой температуре и последующем охлаждении со
скоростью выше критической
Критической скоростью закалки называется минимальная ско-
рость охлаждения, при которой весь аустенит переохлаждается до ли-
нии мартенситных превращений, не претерпевая распада
Под прокаливаемостью понимается глубина слоя с мартенсит-
ной или троосто-мартенситной структурой и высокой твердостью.
Прокаливаемость определяется критической скоростью охлаждения.
Закалка в одном охладителе называется непрерывной. Применя-
ется для деталей несложной геометрической формы из углеродистых
и легированных сталей.
Закалка в двух средах или прерывистая применяется для сниже-
ния внутренних напряжений в области мартенситных превращений,
предотвращения коробления деталей и образования закалочных тре-
щин. При этом виде закалки деталь резко охлаждается до температур
несколько выше линии начала мартенситных превращений, а затем ее
быстро переносят в менее интенсивный охладитель (вода–масло).
Закалка с самоотпуском применяется для обработки ударного
инструмента (зубила, молотка, других слесарных и кузнечных инст-
рументов). При этом виде закалки в охлаждающую среду погружают
часть детали или охлаждение в закалочной среде прерывают при оп-
ределенной температуре и затем охлаждают на воздухе. Так как серд-
цевина детали охлаждается более медленно, происходит отпуск по-
верхности.
Ступенчатая закалка проводится для деталей типа осей, вали-
ков диаметром не более 10 мм. При этом виде закалки охлаждение
производят до температуры несколько выше линии начала мартен-
ситных превращений, выдерживают в горячем масле или солевой
ванне в течение времени, не превышающем времени устойчивого со-
стояния аустенита при данной температуре, и затем охлаждают на
воздухе. При охлаждении на воздухе можно осуществлять правку де-
тали, если ее повело.
Изотермическая закалка выполняется подобно ступенчатой, но
с более длительной выдержкой (обычно в расплавах солей) до час-
тичного или полного распада аустенита, с целью получения бейнит-
ной или бейнитно-мартенситной структуры. При этом виде закалки
несколько снижается твердость, но увеличивается пластичность ста-
лей.
26) Отпуском называется термическая обработка, заключающаяся
в нагреве закаленных сталей до температур ниже точки А1, выдержке
и охлаждении на воздухе (иногда и в воде). После закалки в большин-
стве случаев стали имеют структуру мартенсита и остаточного аусте-
нита, являющихся метастабильными фазами.
Первое превращение для углеродистых сталей протекает при
температурах 80…150 С. При этом из мартенсита выделяется часть
углерода с образованием мелкодисперсных -карбидов с химическим
составом, близким к Fe2C, которые когерентно связаны с решеткой
мартенсита.
Второе превращение протекает в диапазоне 150…350 С. При
этих температурах ускоряются диффузионные процессы. Продолжа-
ется распад мартенсита, который распространяется на весь объем, со-
ответственно снижается количество углерода в мартенсите до вели-
чины 0,2 % и неоднородность его распределения
Третье превращение происходит при температурах 350…450 С.
Полностью завершается выделение углерода из мартенсита и карбид-
ные превращения – FexC Fe3C. Изменяются размеры карбидных
частиц и форма их приближается к сфероидальной. Образующаяся
структура называется трооститом отпуска.
Четвертое превращение при отпуске происходит при температу-
рах выше 450 С. В углеродистых сталях фазовых превращений уже не
происходит, а протекает процесс коагуляции и сфероидизации карби-
дов. Происходит растворение более мелких и рост более крупных кар-
бидов. Образуется структура, называемая сорбитом отпуска.
Низкотемпературный отпуск проводят с нагревом углероди-
стых сталей до температуры 150…250 °С
Среднетемпературный отпуск выполняют с нагревом до тем-
пературы 350…500 °С
Высокотемпературный отпуск проводят с нагревом до
500…680 °С с целью увеличения вязкости закаленных сталей.
27) Под термомеханической обработкой (ТМО) понимается техно-
логический процесс, сочетающий термическую обработку с пластиче-
ским деформированием стали в аустенитном состоянии. Различают
высокотемпературную (ВТМО) и низкотемпературную (НТМО)
термомеханическую обработку.
При ВТМО детали нагреваются до температуры выше Ас3, при
которой сталь имеет аустенитную структуру, и производится пласти-
ческое деформирование (обжатие) со степенью деформирования до
20…30 %. После чего детали подвергаются немедленной закалке и
низкотемпературному отпуску.
При НТМО стали нагревают до температуры выше Ас3, охлаж-
дают до температуры относительной устойчивости аустенита, но ни-
же температуры рекристаллизации, пластически деформируют (сте-
пень деформирования до 75…95 %) и производят закалку. После
закалки выполняют низкий отпуск
Высокотемпературной термохимической обработке можно под-
вергать любые стали, НТМО – только стали с повышенной устойчи-
востью переохлажденного аустенита (легированные стали).
После ТМО механические свойства стали выше, чем после
обычной закалки. Наибольшее упрочнение достигается после НТМО.
После ВТМО структура мелкоблочная, как и после закалки – мартен-
сит тонкого строения. В процессе НТМО при обжатии возрастает об-
щая плотность дислокаций, которая остается и после закалки на мар-
тенсит.
28) Цементацией называется процесс диффузионного насыщения
поверхностного слоя углеродом при нагреве в углеродсодержащей
среде.
Цементации подвергаются низкоуглеродистые и низколегиро-
ванные конструкционные стали с содержанием углерода от 0,12 до
0,25 %. Проводят ее с целью повышения твердости, износостойкости,
предела выносливости поверхностных слоев детали при сохранении
вязкой сердцевины. Для углеродистых сталей это достигается обога-
щением поверхности детали углеродом до 0,8…1,0 % с последующей
закалкой и низкотемпературным отпуском. В случае местной цемен-
тации (отдельных участков детали) остальную часть, не подвергаю-
щуюся цементации, защищают слоем меди толщиной 0,02…0,05 мм,
наносимой электролитическим способом, или покрывают огнеупор-
ными обмазками.
Различают два вида цементации: в твердом карбюризаторе и
в газовой среде.
Цементация в твердом карбюризаторе (науглероживающей
среде) осуществляется при температуре 920…950 °С в закрытых ем-
костях (металлических ящиках). Длительность выдержки при этой
температуре назначают 7…9 мин на 1 см высоты ящика. В качестве
твердых карбюризаторов используют древесные угли (дуб, береза),
каменноугольный полукокс или торфяной кокс в смеси с углекислы-
ми солями (BaCO3, Na2CO3 и др.). Соли берут 10…40 % массовых от
общей загрузки
Процесс цементации в газовой среде осуществляется в специ-
альных герметичных печах, в которые непрерывно подается углерод-
содержащий газ (метан, пропан-бутановые смеси и др.). Производится
также впрыскивание жидких углеводородов – керосина, синтина,
спиртов.
29) Азотирование представляет собой процесс диффузионного на-
сыщения поверхностного слоя детали азотом в среде азотсодержаще-
го газа (аммиака, аммиака с азотом и др.)
Азотированию подвергают среднеуглеродистые стали, содержа-
щие 0,4…0,5 % углерода, легированные элементами, образующими
нитриды – Cr, Mo, V и др. Весьма эффективно азотирование для сталей
легированных алюминием. Длительность выдержки при насыщении
азотом 24…60 ч. Азотирование производят на глубину до 0,3…0,6 мм.
Твердость и толщина азотированного слоя зависят от температуры, дав-
ления газа, длительности процесса насыщения, химического состава
стали
В промышленности применяется также ионное азотирование
(азотирование в тлеющем разряде), которое проводится в разряжен-
ной азотсодержащей атмосфере аммиака или азота.
30)цианирование Одновременное диффузионное насыщение поверхность
стали
углеродом и азотом в расплавленных цианистых солях называется
цианированием, а в газовой среде – нитроцементацией. Диффузион-
ное насыщение одновременно углеродом и азотом осуществляется с
целью повышения твердости и износостойкости поверхностей дета-
лей из среднеуглеродистых сталей.
Нитроцементация производится в среде науглероживающего га-
за и аммиака в специальных герметичных печах при температуре
850…860 °С в течение 4…10 ч
Нитроцементация осуществляется на глубину 0,2…0,8 мм.
После насыщения сразу же из печи производится закалка и низкотем-
пературный отпуск при температуре 160…180 °С. Нитроцементация
проводится при температуре на 100 °С ниже, чем цементация при той
же скорости процесса и обеспечивает такую же твердость поверхно-сти 58…64 HR
31) Борированием называется химико-термическая обработка, за-
ключающаяся в диффузионном насыщении поверхности бором при
нагреве в борсодержащей среде.
Борирование производится с целью увеличения твердости, абра-
зивной и коррозийной стойкости, тепло- и жаростойкости стальных
деталей. Производится борирование в расплавах солей (жидкостное)
и в газовой среде.
Диффузионное насыщение поверхностей стальных деталей раз-
личными металлами (Al, Cr, Zn и др.) и их комплексами с целью по-
вышения жаростойкости, твердости, износостойкости и стойкости
к коррозии называется диффузионной металлизацией.
Различают следующие методы диффузионной металлизации:
– путем погружения в расплавленный металл с более низкой
температурой плавления (Al, Zn);
– насыщением из расплавленных солей, содержащих диффунди-
рующий металл;
– насыщение из сублимированной фазы путем испарения диф-
фундирующего элемента;
– насыщение из газовой фазы, состоящей из галогенных соеди-
нений диффундирующих элементов.
32) Классификаци стали
По химическому составу стали подразделяются на углеродистые
и легированные.
Углеродистые стали кроме углерода и железа содержат до 0,8%
марганца, до 0,4 % кремния, которые попадают в сталь в процессе ее
получения при раскислении, а также вредные примеси – серу и фос-
фор до 0,05 %.
Стали, содержащие 0,02…0,25 % С, относятся к низкоуглероди-
стым, содержащие 0,30…0,60 % С – к среднеуглеродистым, при со-
держании более 0,60 % С – к высокоуглеродистым сталям.
К легированным сталям относятся стали, содержащие легирую-
щие элементы, вводимые с целью регулирования структуры и свойств,
независимо от их количества. При содержании марганца более 0,8 %
и кремния более 0,4 % их также относят к легирующим элементам.
В зависимости от количества легирующих элементов в стали их
подразделяют на:
– низколегированные, содержащие до 2,5 % легирующих эле-
ментов;
– среднелегированные, содержащие 2,5…10 % легирующих
элементов;
– высоколегированные, содержащие более 10 % легирующих
элементов.
По качеству различают стали обыкновенного качества, качест-
венные, высококачественные и особовысококачественные.
Углеродистые стали обыкновенного качества
обозначаются буквами Ст и далее следует условный
номер марки от 0 до 6, в зависимости от содержания углерода и меха-
нических свойств сталей.
Для обозначения степени раскисления к обозначению марки стали
добавляются индексы: кп-кипящая, пc-полуспокойная, cп-спокойная.
Например, Ст 4 кп
Углеродистые инструментальные стали обозначаются буквой У,
за которой следуют цифры, обозначающие среднее количество угле-
рода в десятых долях процента. Например, У8 (0,75…0,81 % С),
У10 (0,95…1,04 % С). В высококачественных сталях в конце марки
ставится буква А.
Легированные стали в своем обозначении содержат определен-
ное сочетание букв и цифр. Легирующие элементы обозначаются сле-
дующими буквами русского алфавита: Х – хром, Н – никель, В –
вольфрам, М – молибден,
33) Конструкционные стали применяются для изготовления широ-
кого класса деталей, работающих в различных климатических усло-
виях, при воздействии статических и динамических нагрузок. Они
должны обладать высокой конструкционной прочностью, хорошо со-
противляться ударным нагрузкам, усталости, а испытывающие фрик-
ционное взаимодействие – износостойкостью. От них требуется также
высокие технологические свойства.
Машиностроительные качественные стали общего назначения
подразделяются на цементуемые и улучшаемые. Цементуемые стали
применяются для деталей, работающих при воздействии динамических
нагрузок и испытывающих фрикционное взаимодействие, от которых
требуется высокая поверхностная твердость и вязкая сердцевина.
Для деталей, испытывающих значительные ударные и знакопе-
ременные нагрузки, имеющих большое сечение и сложную конфигу-
рацию, применяют хромоникелевые стали 12ХН3А, 12Х2Н4А,
20ХН3А
Для крупных тяжелонагруженных деталей используют стали,
дополнительно легированные вольфрамом или молибденом, напри-
мер, 18Х2Н4ВА или 18Х2Н4МА








