 2015-06-28
2015-06-28 1002
1002При строгании и долблении осуществляются два вида движений: поступательное главное движение со скоростью и прерывистое движение подачи в направлении, перпендикулярном к вектору главного движения. При обработке на поперечно-строгальных станках резец совершает возвратно-поступательное движение, а заготовка — движение поперечной подачи в горизонтальной плоскости. На продольно-строгальных станках, наоборот, заготовка совершает возвратно-поступательное движение, а режущий инструмент — движение подачи.
Разновидностью строгания является долбление, которое осуществляется на долбежных станках, где резец совершает возвратно-поступательное движение со скоростью в вертикальной плоскости, а заготовка имеет движение подачи. Прерывистость главного движения при строгании и долблении способствует охлаждению инструмента во время обратного хода, однако при обработке возникают динамические нагрузки на режущий инструмент, так как резец при врезании и на выходе испытывает удар. Поэтому строгание и долбление производятся со сравнительно невысокими скоростями резания (не более 50 м/мин) даже при обработке износостойкими резцами, оснащенными твердым сплавом.
Для обеспечения, стабильной толщины среза строгальные резцы делаются обычно изогнутыми, вершина их находится в одной вертикальной плоскости с опорной поверхностью резцедержателя. При этом вершина резца под воздействием тангенциальной составляющей силы резания, описывая дугу окружности радиусом углубляется в обработанную поверхность, и резец, изгибаясь, не портит ее. Долбежные резцы работают в более жестких условиях, так как сила резания направлена вдоль вектора скорости резания и оси державки резца, а передняя поверхность находится со стороны торца державки. Для оснащения резцов, кроме быстрорежущих сталей, широко применяются сравнительно прочные твердые сплавы марок ВК6М, ВК8В, ВКЮОМ, ВК150М, Т5К12В, ТТ7К12 и др. Используемые в металлообрабатывающей промышленности резцы по виду выполняемых работ, так же как и токарные, подразделяются на проходные, подрезные, отрезные и фасонные. Однако вследствие
действия ударных нагрузок площадь поперечного сечения их державок делается в 1,25—1,5 раза больше, 
чем у токарных резцов.
При чистовой обработке длинных плоскостей чугунных направляющих станин станков и приборов широко применяются лопаточные, или широкие чистовые резцы с длинным главным режущим лезвием (до 40 мм). Чистовое строгание чугунных деталей заменяет трудоемкие операции шабрения и чистового шлифования. При выборе геометрических параметров строгальных и долбежных резцов учитываются особенности прерывистых процессов строгания и долбления. Для уменьшения ударных нагрузок принимают передний угол у на 5—10° меньшим, чем у токарных резцов, а угол наклона лезвия положительным. Скорость резания определяется скоростью прямолинейного движения стола или резца, глубина резания — припуском, срезаемым за один проход, а движение подачи является прерывистым и осуществляется в конце обратного хода заготовки или резца. Ширина и толщина а срезаемого слоя измеряются так же, как и элементы срезаемого слоя при точении: вдоль главного режущего лезвия, в перпендикулярном к нему направлении.
В настоящее время широко распространено строгине плоскости несколькими резцами. Строгание несколькими резцами значительно сокращает машинное время обработки, что значительно повышает производительность. 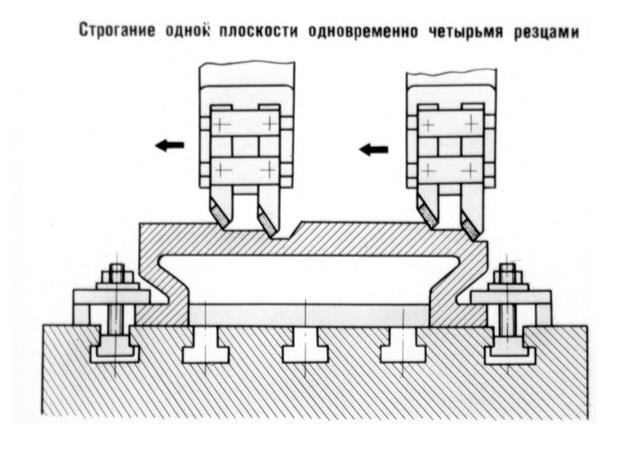
Рисунок 3 Строгание несколькими резцами.








