2015-06-28
2015-06-28 853
85358. Толщина срезаемого слоя (действительная)
измеряется в направлении нормали к проекции главной режущей кромки;
59. Примерно во сколько раз скорость деформации при резании больше, чем при растяжении?
60. Запишите формулы для вычисления температуры деформации при образовании сливной стружки:
61. Основное допущение метода быстродвижущихся источников тепла состоит в том, что:
1. При больших значениях критерия Ре влиянием перетоков тепла в направлении, перпендикулярном скорости движения источника, на температуру, возникающую на поверхности полуплоскости, можно пренебречь.
2. влиянием перетоков тепла в направлении движения источника, на температуру, возникающую на поверхности полуплоскости, можно пренебречь*
3. при больших значения мощности теплового источника перетоками тепла вдоль границы полуплоскости можно пренебречь
62. Изобразите схему распределения плотности теплового потока на задней поверхности при резании:
63. Укажите характеристики износостойкости инструмента:
- путь резания L*.
- Время работы инструмента до достижения одного из критериев затупления. Это время называют стойкостью Т
Т = L* / v.
- В качестве характеристики износостойкости применяют также площадь обработанной поверхности F* = L*S = vST
64. Укажите основные механизмы изнашивания инструмента, характеризующиеся различной природой физических явлений:
65. От каких факторов зависит интенсивность изнашивания режущего лезвия?
Абразивный износ обусловлен наличием в материале заготовки твердых частиц. Интенсивность абразивного изнашивания может возрасти при окислении инструментального материала
Геометрия износа. Режущие инструменты изнашиваются по задним и передним поверхностям. Изнашивание задних и передней поверхностей происходит одновременно. По мере изнашивания инструмента на его задних поверхностях возникает и увеличивается фаска износа
66. Что такое минимальная целесообразная скорость резания? По каким признакам ее можно определить?:
минимальная целесообразная скорость v0, при которой достигаются минимальная средняя интенсивность изнашивания и, соответственно, максимальный путь резания L* max:
L* = vT = max при T=T(v).
В координатах с логарифмическими шкалами соответствующие максимальному пути резания минимальная целесообразная скорость резания v0 истойкость T0 определяются точкой касания прямой линии с углом наклона 135° к графику T=T(v)
67. С учетом каких факторов назначают минимальную и максимальную глубину резания при черновой обработке?
68. Изобразите схему деформации при образовании сливной стружки в зоне стружкообразования с параллельными границами:
69. Физические составляющие силы резания – это:
касательные силы в условной плоскости сдвига и на передней поверхности в плоскости стружкообразования;
70. Изобразите схему свободного прямоугольного точения:
71. Изобразите схему несвободного прямоугольного продольного точения:
72. Изобразите схему свободного косоугольного продольного точения:
Раздел III: ОБРАБОТКА ДАВЛЕНИЕМ
1. Прокатка- это механическая обработка металлов
путем обжатия между вращающимися валками прокатного стана с целью уменьшения сечения прокатываемого слитка или заготовки и придания им заданной формы (профиля)
2. Прессование (выдавливание) – это процесс придания металлу формы путем выдавливания его из замкнутого объема (контейнера) через канал, образуемый прессовым инструментом
3. Волочение- это процесс деформирования металла протягиванием катаных или прессованных заготовок через отверстие волоки с целью уменьшения их поперечного сечения или получения более точных размеров и гладкой поверхности.
4. Ковкой называют способ обработки металлов давлением, осуществляемый с помощью кузнечного инструмента или штампов, при котором инструмент оказывает многократное, прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры
5. Штампование (штамповка)- процесс пластической деформации материала с изменением формы и размеров тела
6. Как называется и как записывается математический объект, описывающий деформированное состояние в точке:?
7. Напряжение (механическое) – это (дать определение и нарисовать схему): мера внутренних сил, возникающих в деформируемом теле, под влиянием различных факторов 
8. Условный предел прочности при растяжении равен (записать формулу, показать на диаграмме растяжения):

9. Относительное удлинение при растяжении: показывает какую часть от первоначальной длины составляет абсолютное удлинение  [Метр]
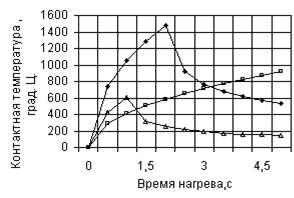
[Метр]
 10. Действительный предел прочности при растяжении равен (записать формулу, показать на диаграмме растяжения):
10. Действительный предел прочности при растяжении равен (записать формулу, показать на диаграмме растяжения):
11. При каких условиях деформацию называют холодной, как влияет интенсивность деформации на предел текучести при холодной деформации (запишите формулу): холодной называют ту,что осуществляется при температуре ниже температуры рекристаллизации.
 |
 12. При каких условиях деформацию называют холодной(имел в виду горячей), как влияет температура на предел текучести при горячей деформации (запишите формулу): Горячей называют деформацию при температуре, равной или выше температуры рекристаллизации.
12. При каких условиях деформацию называют холодной(имел в виду горячей), как влияет температура на предел текучести при горячей деформации (запишите формулу): Горячей называют деформацию при температуре, равной или выше температуры рекристаллизации.
 |
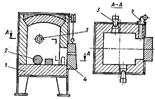
13. Камерная печь характеризуется (загрузка заготовок, расход топлива): Расход топлива для камерных печей составляет 10-30% массы нагреваемого металла
Камерная печь (печи с периодической загрузкой заготовок) удобна для нагрева небольших партий заготовок. Постоянная и равномерная регулируемая температура в печи позволяет нагревать заготовки до высокой температуры (1200С), не опасаясь превышения этой температуры и наступления перегрева или пережога.
14. Методическая печь характеризуется (загрузка заготовок, расход топлива): методические, у которых температура повышается в направлении выдачи заготовок. Заготовки проталкивают навстречу движению продуктов сгорания топлива; при таком противоточном движении достигается высокая степень использования теплоты, подаваемой в печь. Заготовки проходят последовательно 3 теплотехнич. зоны: методич. (зону предварит. подогрева), сварочную (зону нагрева) и томильную (зону выравнивания темп-р в заготовке). Температура рабочего пространства в таких печах повышается от места загрузки к месту выгрузки заготовок. Это обеспечивает более равномерный нагрев и позволяет снизить расход топлива до 5–12% от массы нагреваемого металла. Напряженность пода методических печей достигает 1000 Кг/(М2ч).
15. Изобразите камерную печь
16. Изобразите методическую печь
17. Изобразите принципиальную схему индукционного нагрева
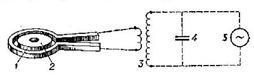
1-индуктор, 2 - нагреваемое
изделие, 3 – трансформатор, 4 – конденсатор, 5 - генератор
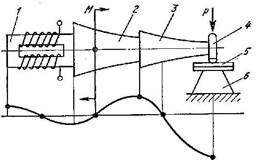
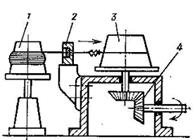
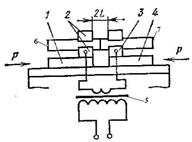
18. Изобразите индукционное нагревательное устройство
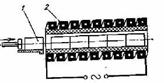
заготовки 1 пропускают через многовитковый индуктор 2
19. Изобразите электроконтактное нагревательное устройство
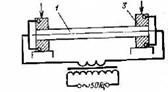
концы заготовки 1 зажимают между медными контактами 3,к которым подводится большой ток I
20. Изобразите схему продольной прокатки
а) 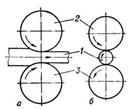 1- заготовка; 2, 3 - валки
1- заготовка; 2, 3 - валки
21. Изобразите схему поперечной прокатки
б)
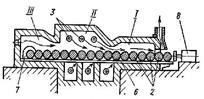
22. Изобразите схему прокатного стана
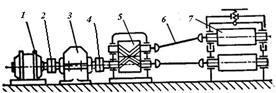
1- электродвигатель, 2- упругая муфта, 3 –редуктор, 4- главная муфта,
5 – шестеренная клеть, 6 –шпиндели, 7– рабочие валки
23. Изобразите схему волочения
1- отверстие в волоке, 2-волока, 3- заготовка
24. Изобразите схему цепного волочильного стана
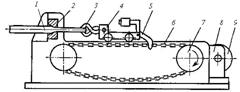
усилие создается бесконечной шарнирной цепью 6, за звенья которой зацепляется крюк 5 волочильной каретки 4. Каретка имеет клещи 3, с помощью которых материал 2 протягивается сквозь матрицу 7, прикрепленную к кронштейну 8 станины 1; каретка передвигается по направляющим станины 1. Двигаясь вместе с цепью, каретка увлекает за собой захваченный клещами пруток 2
25. Изобразите схему барабанного волочильного стана
1,3 – барабаны, 2 – волока, 4 - редуктор
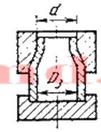
26. Прошивка – это: (Определение и схема) Операция получения полостей за счет вытеснения
металла
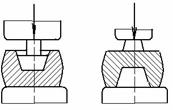
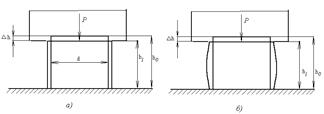
27. Осадка – это: (Определение и схема) Технологическая операция обработки
давлением, при которой уменьшается высота исходной заготовки при одновременном увеличении площади ее поперечного сечения
а)- без трения наторцах (идеальный случай), б) при наличии трения на торцах (реальный случай).
28. Горячей объемной штамповкой называют: это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа.
29. Гибкой называется: (Определение и схема) образование угла между частями заготовки или придание заготовке криволинейной формы. Применяется для изменения кривизны заготовки
практически без изменения ее линейных размеров. В результате такого деформирования часть заготовки поворачивается относительно другой на определенный угол.
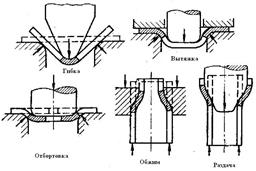
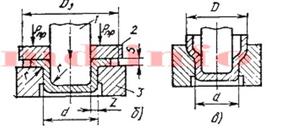
30. Вытяжкой называется: (Определение и схема) образование полого изделия из плоской или полой заготовки. Заключается в протягивании заготовки через
отверстие матрицы, причем плоская заготовка превращается в полое изделие, а пространственная заготовка получает уменьшение поперечных размеров
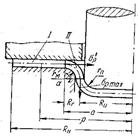
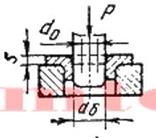
31. Отбортовкой называется: (Определение и схема) получение борта диаметром dб путем вдавливания центральной части заготовки с предварительно пробитым отверстием dо в матрицу
32. Обжимом называется: (Определение и схема) Уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость матрицы За один переход можно получить d = (0.7..0.8)Dз.
33. Раздачей называется: (Определение и схема) Увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
34. Компоненты тензора деформации представляют собой: Компоненты εx,εy,εz характеризуют линейные деформации волокон, расположенных по осям x,y,z: относительные удлинения (или относительные укорочения), а компоненты εxy,εxz,εzy - углы поворота двух взаимно перпендикулярных до деформации волокон (или деформации сдвига).

35. Первый инвариант тензора деформации вычисляется по формуле:
 |
36 Что используется для характеристики деформаций в общем случае деформированного состояния: Величина, пропорциональная корню квадратному из второго инварианта(интенсивность деформаций) 
37. Истинная линейная деформация при растяжении вдоль оси Z определяется выражением:
38. Компонентами тензора напряжений являются: отношение проекций силы к величине площади грани, на которой действует эта сила


39. Условие пластичности Мизеса может быть записано в виде:
 характеризует сопротивление материала деформации в данных условиях деформирования
характеризует сопротивление материала деформации в данных условиях деформирования
40. Для сталей горячая обработка давлением соответствует диапазону изменения (чего?, какому?): предела прочности
41. Определяющие уравнения в общем случае представляют собой зависимости (приведите пример): влияние на предел текучести и деформации, и скорости деформации, и температуры. Примером служит функция М.А.Зайкова:
 |
 42. Вытяжка применительно к продольной прокатке определяется формулой:
42. Вытяжка применительно к продольной прокатке определяется формулой:
 |
43. Формула  применительно к продольной прокатке означает:условие постоянства?
применительно к продольной прокатке означает:условие постоянства?
44. Изобразите схему сил, действующих на валки при прокатке

45. С какой амплитудой и частотой колеблется контактная температура валка при прокатке крупных заготовок. Колебания контактной температуры происходят с амплитудой
400 °С и с частотой около 0,6 Гц.
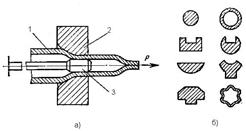
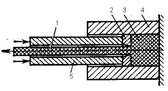
46. Изобразите схему прессования с прямым истечением:
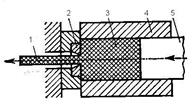
1-изделие, 2 – матрица, 3 – слиток, 4 – контейнер, 5 – пресс-штемпель (пуансон)
47. Изобразите схему прессования с обратным истечением:
1-изделие, 2 – матрица, 3 – слиток, 4 – контейнер, 5 – пресс-штемпель (пуансон)
48. Кинематическая схема кривошипного горяче-штамповочного пресса (начертите)
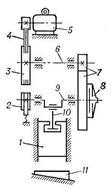
1-ползун, 2-тормоз,3-маховик,4-клиноремённая передача,5-электродвигатель,6-передаточный вал,7-зубчатая передача, 8-муфта, 9 –кривошипный вал, 10-шатун,11-плита для укрепления матрицы штампа
49. Начертите кинематическую схему горизонтально-ковочной машины
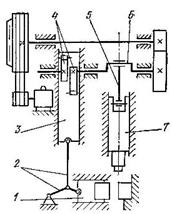 Главный ползун 7,несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. Подвижная щека 1приводится от боковогоползуна 3 системой рычагов 2. Боковой ползун приводится в движение кулачками 4, сидящими на конце кривошипного вала 6.
Главный ползун 7,несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. Подвижная щека 1приводится от боковогоползуна 3 системой рычагов 2. Боковой ползун приводится в движение кулачками 4, сидящими на конце кривошипного вала 6.
50.Каким видам обработки давлением соответствуют зависимости,обозначенные цифрами 1, 2, 3:
1-высокоскоростная штамповка, 2-штамповка на молотах, 3-штамповка на прессах и ГКМ
Раздел IV: СВАРОЧНОЕ ПРОИЗВОДСТВО
1. Сваркой называют: образование неразъемного соединения заготовок или деталей машин путем их местного сплавления,совместного деформирования, сдавливания, в результате чего возникают прочные связи между атомами (молекулами) соединяемых тел.
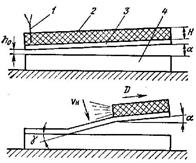
2. Холодной (механической) сваркой называют: (Определение и схема). Способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок.
 1 – свариваемые заготовки,
1 – свариваемые заготовки,
2 – зачищенные поверхности
свариваемых заготовок,
3 – поверхности пуансонов,
4 – пуансоны,
5 – выступы пуансонов
3. На каких физических процессах основана термомеханическая сварка? На сближении
свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии.
4. С помощью каких процессов осуществляется электрическая контактная сварка? С помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение.
5. Диффузионной сваркой называют: Сварку за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей
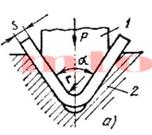
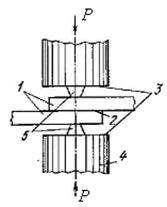
6. Сварка взрывом (схема и описание):
 Одна из соединяемых заготовок (4) кладется на жесткое основание, а другая (3) располагается к ней на минимальном расстоянии h0 под углом α. На заготовку 3 наносится слой взрывчатого вещества 2 толщиной H и с краю заготовки 3, отстоящего от заготовки 4 на наименьшем расстоянии h0 устанавливают детонатор 1.
Одна из соединяемых заготовок (4) кладется на жесткое основание, а другая (3) располагается к ней на минимальном расстоянии h0 под углом α. На заготовку 3 наносится слой взрывчатого вещества 2 толщиной H и с краю заготовки 3, отстоящего от заготовки 4 на наименьшем расстоянии h0 устанавливают детонатор 1.
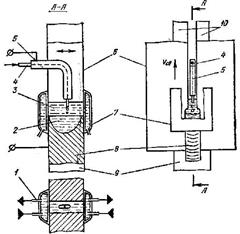
7. Диффузионная сварка (схема и описание):
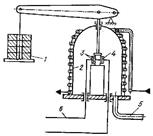 1 – груз,
1 – груз,
2 – охлаждение вакуумной камеры,
3 – заготовки,
4 - нагревательное устройство,
5 – трубопровод к вакуумному насосу,
6 – провод к высокочастотному генератору
Свариваемые заготовки 3 предварительно нагревают индуктором ТВЧ 4, питаемому по проводам 6 от высокочастотного генератора. Создание вакуума осуществляется с помощью отсоса воздуха по трубопроводу 5 вакуумным насосом.Нагрев контактных поверхностей заготовок примерно до температуры рекристаллизации более легкоплавкого металла вызывает испарение адсорбированных и масляных пленок и способствует
очищению контактируемых поверхностей и резко повышает скорость диффузионных процессов. Заготовки сжимаются под небольшим давлением (от 1 до 20 Мпа) под действием груза 1 и выдерживаются в течение некоторого времени (обычно от 5 до 20 минут), достаточного для протекания диффузии.
8. Изобразите типичное распределение твердости в зоне термического влияния сварного шва:
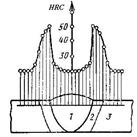 Распределение твердости
Распределение твердости
после термической сварки
стали 40ХФА:
1 – сварной шов,
2 – зона термического влияния,
3 – основной материал свариваемых заготовок
9. Изобразите схему контактной (стыковой) сварки
 1 – неподвижная плита,
1 – неподвижная плита,
2, 3 – зажимы,
4 – подвижная плита,
5 – сварочный трансформатор,
6, 7 – свариваемые заготовки
10. Перечислите способы сварки, относящиеся к термическому классу и отличающиеся источниками получения тепловой энергии: дуговая, плазменная, электрошлаковая,
электронно-лучевая, лазерная, газовая и др.
11. При газовой сварке максимальная температура достигается (где, какая): в средней зоне газового пламени, 3200˚С
12. Изобразите статическую вольтамперную характеристику электрической дуги и внешнюю характеристику источника сварочного тока при автоматической дуговой сварке
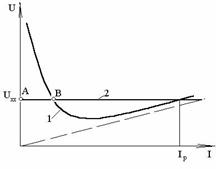 электрическая дуга (1)
электрическая дуга (1)
сварочный трансформатор (2)
13. Изобразите статическую вольтамперную характеристику электрической дуги и внешнюю характеристику источника сварочного тока при ручной дуговой сварке и укажите точки, соответствующие: 1-режимам короткого замыкания, 2- холостого хода сварочного трансформатора, 3- началу зажигания дуги, 4 – устойчивому горению дуги:
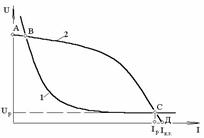 Электрическая дуга (1)
Электрическая дуга (1)
сварочный трансформатор (2)
А-режим холостого хода сварочного трансформатора
B-начало зажигания дуги
Д-режим короткого замыкания
С-устойчивое горение дуги
14. Изобразите электрическую схему контактной машины
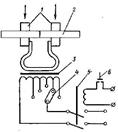 1- контактная колодка,
1- контактная колодка,
2 – свариваемое изделие,
3 – сварочный трансформатор,
4 –регулятор тока,
5 – электромагнитный прерыватель,
6 – включающая кнопка
15. Изобразите схему автоматической дуговой сварки
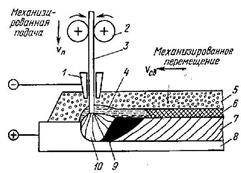 1 – токопровод,
1 – токопровод,
2 – механизм перемещения проволоки,
3 – проволока,
4 – жидкий шлак,
5 – флюс,
6 – шлаковая корка,
7 – сварной шов,
8 – основной металл заготовки,
9 – жижкий металл,
10 – электрическая дуга.
16. Изобразите схему плазменной сварки в защитных газах неплавящимся электродом при прямой полярности с присадочным прутком
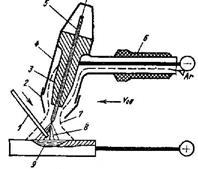 1 – присадочный пруток,
1 – присадочный пруток,
2- сопло,
3 – токопроводящий мундштук,
4 – корпус горелки,
5-неплавящийся вольфрамовый электрод,
6 – рукоять горелки,
7- атмосфера защитного газа,
8 – сварочная дуга,
9 –ванна расплавленного металла.
17. Изобразите схему получения плазменной струи, выделенной из дуги
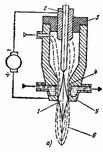 1 – дуга,
1 – дуга,
2 –вольфрамовый электрод,
3 – керамическая прокладка,
4 - корпус горелки,
5 – сопло,
6 – плазменная струя,
7 - заготовка
18. Изобразите схему получения плазменной струи, совмещенной с дугой
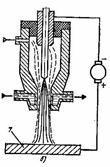 1– дуга,
1– дуга,
2 –вольфрамовый электрод,
3 – керамическая прокладка,
4 - корпус горелки,
5 – сопло,
6 – плазменная струя,
7 - заготовка
19. Изобразите схему электрошлаковой сварки
1-трубы ползуна,
2 – сварочная ванна,
3 – шлаковая ванна,
4 – сварочная проволока,
5 – мундштук,
6 –заготовки,
7 – ползуны,
8 – сварной шов,
9 – вводная планка,
10 - выходная планка
20. Изобразите схему и назовите основные элементы газосварочной инжекторной горелки
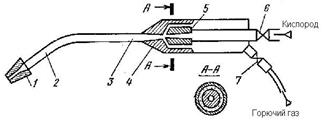 1 –мундштук, 2 –наконечник,
1 –мундштук, 2 –наконечник,
3 – камера смешения,
4 – камера, 5 – инжектор,
6 – регулировочный вентиль,
7 – трубка, 8 – вентиль,
9 – ацетиленовые каналы
21. Контактная точечная сварка – это: сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках.
22. Шовная сварка – это: сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую.
23. Дайте определение и перечислите основные способы термомеханической сварки: сочетающая применение нагрева заготовок с механическим воздействием (давлением). Пр:электрическая контактная, трением, ультразвуковая.
24. По типу сварного соединения электрическая контактная сварка может быть какой? стыковой, точечной или шовной
25. По роду тока электрическую контактную сварку различают как: сварку переменным током, импульсами постоянного тока, аккумулированной энергией.
26. Какие способы сварки предложил и осуществил Н.Н.Бернардос?
- плавящимся и неплавящимся электродом,
- вручную, полуавтоматическую и автоматическую,
- незащищенной дугой и в среде защитного газа,
27. Что сделал в области совершенствования сварки Н.Г.Славянов: осуществил и широко внедрил
- сварку плавящимся металлическим электродом,
- разработал основы металлургии сварочного процесса,
- предложил вести сварку под шлаковой защитой, под флюсом
28. Что такое зона термического влияния? Чем она вызвана? Участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения.
29. Какие источники тепловой энергии используются при различных видах сварки:
- электрическая сварочная дуга,
-струя разогретого до высоких температур газа, пропускаемого через электрическую дугу или совмещенную с дугой,
-теплота, образующаяся при прохождении электрического тока через расплавленную шлаковую ванну,
-через контакт свариваемых деталей, обладающий электрическим сопротивлением,
-трение контактирующих поверхностей свариваемых деталей,
-теплота от электрических вихревых токов, наводимых в проводнике переменным магнитным полем
-теплота, выделяющаяся в металле за счет местного повышенного электрического сопротивления,
-электронный луч, лазерный луч,
- энергия удара и тепловая энергия, образующаяся при сгорании (детонации) взрывчатых веществ,
- пламя горючих газов, сгорающих в струе чистого кислорода и др.
30. При дуговой электросварке анодное и катодное пятна дуги на стальных электродах нагреваются до температуры: около 2100 – 2300 ˚С.
31. На вторичной обмотке сварочного трансформатора при контактной сварке ток и напряжение могут находиться в пределах: напряжение на вторичной обмотке снижается
до 1 – 12 В, а ток увеличивается до 1000 – 100 000 А.
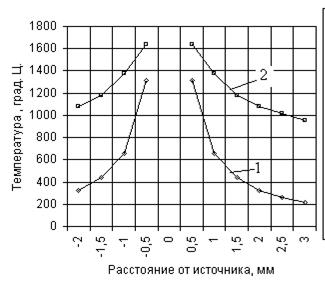
32.Каким условиям соответствуют графики, представленные на рис.?
Зависимость температуры от непрерывно действующего
источника в стальном полуограниченном теле и в стальной
пластине, q=330 Вт.1-полуограниченное тело,2-пластина.
33. Количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления определяется по формуле:
 |
Где  - удельная объемная теплоемкость,
- удельная объемная теплоемкость,  - температура плавления,
- температура плавления,  - начальная температура (температура окружающей среды).
- начальная температура (температура окружающей среды).
34. Количество тепла, необходимое для плавления металла сварного шва при дуговой сварке определяется по формуле:
 |
Где L-удельная теплота плавления
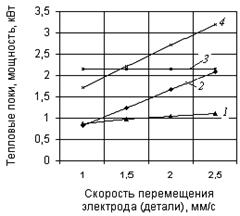
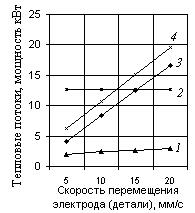
35. Поясните смысл каждого из графиков 1, 2, 3, 4, изображенных на рис., к какому способу сварки относится этот баланс? 1-поток в деталь,2-поток на плавление, 3-Эффективная мощность(или поток в электрод), 4-суммарный поток. К ручной дуговой сварке.
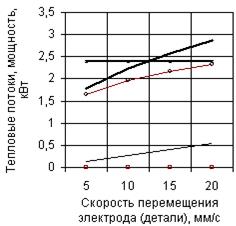
36. Поясните смысл каждого из графиков 1, 2, 3, 4, изображенных на рис., укажите к какому способу сварки относится этот баланс? 1-поток в деталь, 2-Эффективная мощность(или поток в электрод), 3-поток на плавление, 4-суммарный поток. К автоматической дуговой сварке.
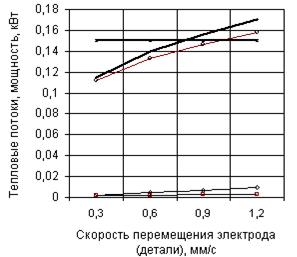
37. Какому из способов сварки соответствуют графики, представленные на рис.? Перечислите составляющие баланса тепловых потоков по мере их возрастания:
К сварке в защитных газах. Поток в электрод->Поток на плавление->Поток в деталь->Суммарный поток->Эффективная мощность
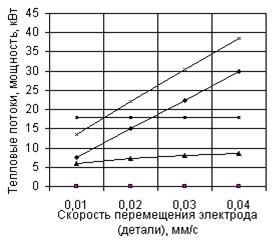
38. Какому из способов сварки соответствуют графики, представленные на рис.? Перечислите составляющие баланса тепловых потоков по мере их возрастания:
К плазменной сварке.Поток в электрод->Поток на плавление->Поток в деталь->Суммарный поток->Эффективная мощность
39. Какому из способов сварки соответствуют графики, представленные на рис.? Перечислите составляющие баланса тепловых потоков по мере их возрастания:
Поток в электрод->Поток в деталь->Поток на плавление->Суммарный поток->Эффективная мощность. К электрошлаковой сварке.
40. В каком соотношении в горелку подают смесь кислорода и ацетилена: около1,15-1,2
41. До каких температур осуществляется разогрев стыка при стыковой сварке сопротивлением и при стыковой сварке оплавлением?
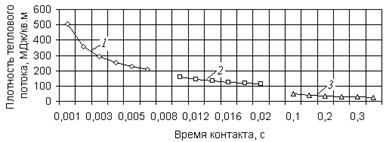
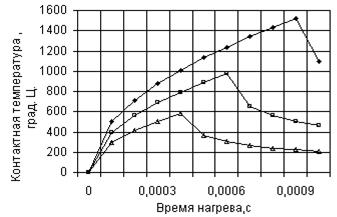
42. С чем связано различие трех зависимостей контактной температуры от времени нагрева при стыковой сварке круглых прутков диаметром 4 мм при напряжении на входе трансформатора 220 В, токе в первичной обмотке трансформатора 2 А,?
43. По какой формуле может быть вычислена предельная (установившаяся) температура в неограниченном теплопроводящем теле от точечного источника тепла (при точечной сварке):
44. Что описывают формулы:  и
и  ?
?
45. Изобразите зависимости тока I и усилия Р от времени нагрева (циклограммы) контактной стыковой сварки сопротивлением одним и тремя импульсами
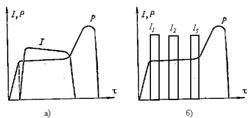
 |
46. На рис. представлены:
Конденсаторная сварка. Алюминий->Медь->Сталь
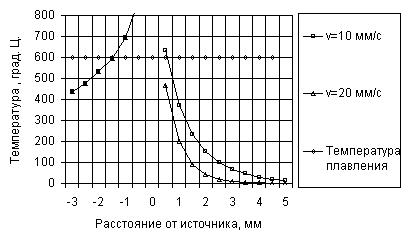
47. Чему соответствуют графики, представленные на рисунке? Распределению температуры в алюминиевой пластине d= 3 м при шовной сварке
48. Изобразите принципиальную схему ультразвуковой сварки, приведите наименования основных элементов:
1 – магнитострикционный преобразователь,
2 – трансформатор продольных упругих колебаний,
3 – рабочий инструмент,
4 – наконечник рабочего инструмента,
5 – свариваемые заготовки,
6 – опора