 2015-06-24
2015-06-24 1071
1071Одним из основных показателей работы любой подъемно-транспортной или технологической машины (установки) и поточной линии является ее производительность, т. е. количество перемещаемых грузов или обработанного сырья (или полуфабрикатов) в единицу времени (секунду, минуту, час, смену и т. п.). Соответственно различают секундную, минутную, часовую, сменную производительности. Машины (установки) и линии, работающие на лесных складах, чаще всего характеризуют часовой и сменной производительностью. Учет перемещенных грузов или обработанного сырья (полуфабрикатов) в зависимости от их видов обычно ведут в количественной (в штуках деревьев, хлыстов, сортиментов, пачек и т. д.) или объемной мере (в м3). Для оборудования, производящего первичную обработку или переработку лесоматериалов, различают производительности по сырыо п по готовой продукции.
Каждая машина или установка может работать па лесном складе как автономно (т. е. независимо от другого оборудования), так и в составе поточной линии.
|
|
|
Поточные линии делят на три класса: последовательного, параллельного и смешанного агрегатирования. Линии последовательного агрегатирования (рис. 2.3, а) состоят из машин и установок, расположенных в технологической последовательности. Производительности всех установок, входящих в линию этого класса, должны быть равны между собой. Линии параллельного агрегатирования (рис. 2.3, б) представляют собой систему поточных линий последовательного агрегатирования, расположенных параллельно друг другу и выполняющих одинаковые технологические операции. Линии смешанного агрегатирования (рис. 2.3, в) состоят из цепочки последовательно соединенных установок, передающих заготовки1 на установки, расположенные параллельно друг другу; возможны и обратные случаи — передача заготовок с нескольких параллельно расположенных установок на одну цепочку установок, соединенных между собой последовательно. В этих линиях производительность последовательно соединенных установок должна равняться сумме производительностей установок, соединенных параллельно.
Довольно часто находят применение поточные линии с разветвлениями (рис. 2.3, г). В этом случае на одной технологической установке (например, второй) в результате обработки получаются два или более видов полуфабрикатов, каждый из которых подвергается дальнейшей обработке на своей ветви поточной линии, выпускающей свой вид готовой продукции. Иногда одна из ветвей такой линии обрабатывает основную долю всех проходящих через нее заготовок и выпускает основную продукцию, а через вторую ветвь проходит лишь незначительная часть заготовок и получающаяся продукция не является основной. Линии такого типа называют поточными линиями последовательного или смешанного агрегатирования с ответвлениями. Практически ответвления используют для переработки отходов, получающихся при выполнении основных технологических операций. Линии параллельного и смешанного агрегатирования могут иметь взаимосвязанную структуру (рис. 2.3, д). Здесь заготовки от каждой технологической установки могут быть переданы в зависимости от обстоятельств на любую из установок, выполняющих следующую технологическую операцию.
|
|
|
Отдельные установки, входящие в поточную линию, связаны между собой жесткой или гибкой связью. При жесткой связи заготовка непосредственно передается с одной установки на другую смежную с ней, при этом ритм работы обеих
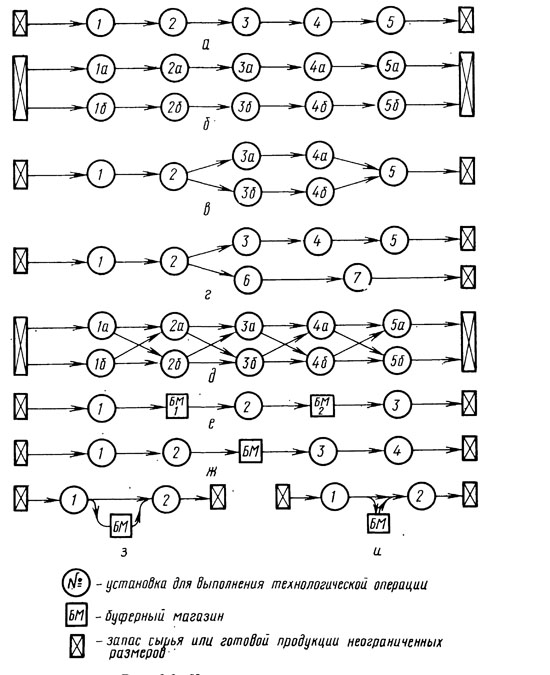
Рис. 2.3. Классы поточных линий: а — линия с жесткой связью последовательного агрегатирования; б — то же параллельного агрегатирования; в — то же смешанного агрегатирования; г — то же с разветвлением; д — линия с взаимосвязанной структурой; е — линия последовательного агрегатирования с гибкой связью; ж — то же со связью смешанного типа; з — то же с жестко-гибкой связью и буферным магазином проходного типа; и — то же с тупиковым буферным магазином
установок должен быть одинаковым. На лесных складах жесткая связь между отдельными установками наряду с непосредственной передачей заготовок осуществляется при помощи продольных и поперечных лесотранспортеров.
Гибкая связь, предусматривающая в среднем равную производительность установок, последовательно расположенных в линии, допускает разный ритм их работы; в течение некоторого времени установка-«поставщик» может давать несколько* большую производительность, чем установка-«потреби-тель»; в следующий период времени соотношение их производительностей изменяется. При гибкой связи возможны даже кратковременные остановки одной или нескольких установок, входящих в линию, без нарушения нормальной работы остальных установок этой же линии. В качестве гибкой связи в поточных линиях на лесных складах применяют буферные площадки и магазины, содержащие межоперационный запас заготовок (рис. 2.3, е). Применяются также поточные линии, имеющие связь смешанного типа: одни установки связаны между собой гибкой связью, другие имеют жесткую связь (рис. 2.3,ж). Целесообразно применять поточные линии с жестко-гибкой связью технологических установок (рис. 2.3, з, и). В этом случае смежные установки соединяются между собой как жесткой связью, так и буферным магазином. В основном заготовки от установки-«поставщика» передаются непосредственно на установку-«потребитель». Буферный же магазин, называемый в этом случае проходным (рис. 2.3, з) или тупиковым (рис. 2.3, и), вступает в действие только тогда, когда ритм работы смежных технологических установок нарушается или одна из них временно останавливается.
При переходе от расчета производительности отдельных машин и установок, работающих автономно, к расчету производительности поточной линии нужно учитывать взаимозависимость всех установок, входящих в линию.
В линии, состоящей из нескольких автономно работающих технологических установок, последовательные операции выполняются независимо друг от друга; межоперацион-ные запасы при этом хранятся в штабелях и имеют практически неограниченные размеры, а их создание и передача заготовок (или их пачек) от одной технологической установки к другой производится кранами или автопогрузчиками. В этом случае понятие «сменная производительность поточной линии» теряет смысл, так как отдельные технологические установки могут за смену выпускать различное количество полуфабрикатов. В целом же по складу эта неравномерность компенсируется в течение недели или месяца различным числом смен работы отдельных установок.








